

4. Динамические испытания
Основным динамическим испытанием является метод испытания на ударный изгиб (ГОСТ 9454—78) с определением ударной вязкости металла. Метод основан на разрушении образца с надрезом одним ударом маятникового копра (рис. 49).
О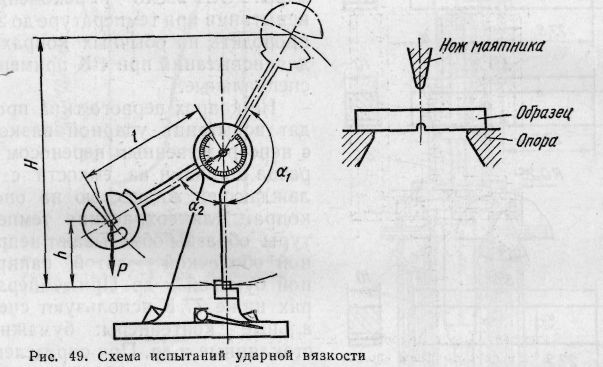 бразец
устанавливают на опорах копра и наносят
удар по стороне образца, противоположной
надрезу. Работа, затраченная на разрушение
образца: K
=Pg
(H—h)=Pgl
(cosα2
— cosα1),
где Р
—
масса маятника; g
—
ускорение силы тяжести; H,
h
—
высота подъема маятника до удара и после
разрушения образца; l
— длина маятника; α1,
α2
— углы подъема маятника до удара и после
разрушения образца. Величины Р, H,
l,
α1
—
постоянны, поэтому при испытаниях
значение работы разрушения определяют
с помощью специальных таблиц по значению
α2
(h).
бразец
устанавливают на опорах копра и наносят
удар по стороне образца, противоположной
надрезу. Работа, затраченная на разрушение
образца: K
=Pg
(H—h)=Pgl
(cosα2
— cosα1),
где Р
—
масса маятника; g
—
ускорение силы тяжести; H,
h
—
высота подъема маятника до удара и после
разрушения образца; l
— длина маятника; α1,
α2
— углы подъема маятника до удара и после
разрушения образца. Величины Р, H,
l,
α1
—
постоянны, поэтому при испытаниях
значение работы разрушения определяют
с помощью специальных таблиц по значению
α2
(h).
Ударная вязкость КС определяется как отношение работы разрушения К, затраченной на деформацию и разрушение ударным изгибом надрезанного образца, к начальной площади поперечного сечения образца в месте надреза S0:
КС = K/S0, Дж/см2.
В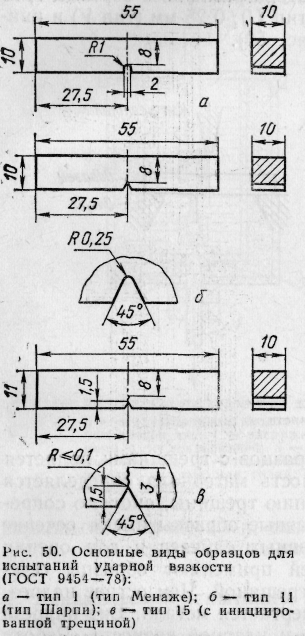 зависимости от вида концентратора
различают образцы трех типов: с радиусом
дна надреза 1,0 (тип U);
0,25
мм (тип V)
и
инициированной трещиной (тип Т)
(рис.
50).
зависимости от вида концентратора
различают образцы трех типов: с радиусом
дна надреза 1,0 (тип U);
0,25
мм (тип V)
и
инициированной трещиной (тип Т)
(рис.
50).
Введение ударных испытаний образцов с трещинами является следствием того, что работоспособность материала определяется не столько сопротивлением зарождению трещины, сколько сопротивлением ее распространению. Обычные образцы имеют сечение 10x10 мм, но для особо ответственных случаев и для оценки работоспособности крупных деталей применяют образцы сечением 25x25 мм с инициированной трещиной. Чем острее надрез, тем более жестким испытаниям подвергается металл. Вид надреза входит в обозначение работы удара и ударной вязкости. Работу удара обозначают двумя буквами KU, KV, КТ, а ударную вязкость — тремя буквами KCU, KCV, КСТ. В этих обозначениях последние буквы являются символами концентратора.
Испытания ударной вязкости широко применяются для оценки склонности металла к хрупкому разрушению при низких температурах, Преимуществом этого метода является простота эксперимента, учет влияния скорости нагружения и концентрации напряжений. Для оценки хладноломкости обычно проводят испытания серии образцов при понижающихся температурах. Полученные кривые зависимости ударной вязкости от температуры называют сериальными кривыми хладноломкости (рис. 51). С помощью кривых определяют температурный порог хладноломкости. При температуре эксплуатации ниже порога хладноломкости металл применять не следует.
Для проведения испытаний при низких температурах применяют копры двух типов. К первому, наиболее распространенному, относятся копры обычного типа, у которых система нагружения вынесена за пределы холодильной камеры. Второй тип копра представляет специальную установку с размещением системы нагружения внутри холодильной камеры. ГОСТ 22848—77 рекомендует испытания при температуре до 20 К проводить на обычных копрах, а для испытаний при 4 К применять специальные.
Н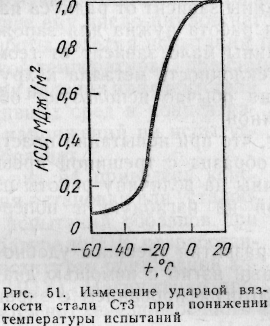 а
копрах первого типа проводят испытания
ударной вязкости с непосредственным
переносом образца щипцами из емкости
с охлаждающей жидкостью на опоры
копра. Для сохранения температуры
образцы обматывают непрочной оболочкой
— ватой, папиросной бумагой и др. При
температурах ниже 77 К используют
специальные контейнеры: бумажные,
стеклянные и др. При определении ударной
вязкости металла из полученных
значений работы вычитают работу
разрушения контейнера. При испытаниях
необходимо обеспечить минимальную
продолжительность от момента
извлечения образца из холодильной
камеры до проведения опыта. Время
установки охлажденного образца на
опоры копра с момента извлечения из
холодильной камеры до удара маятника
должно быть не больше 5 с.
а
копрах первого типа проводят испытания
ударной вязкости с непосредственным
переносом образца щипцами из емкости
с охлаждающей жидкостью на опоры
копра. Для сохранения температуры
образцы обматывают непрочной оболочкой
— ватой, папиросной бумагой и др. При
температурах ниже 77 К используют
специальные контейнеры: бумажные,
стеклянные и др. При определении ударной
вязкости металла из полученных
значений работы вычитают работу
разрушения контейнера. При испытаниях
необходимо обеспечить минимальную
продолжительность от момента
извлечения образца из холодильной
камеры до проведения опыта. Время
установки охлажденного образца на
опоры копра с момента извлечения из
холодильной камеры до удара маятника
должно быть не больше 5 с.
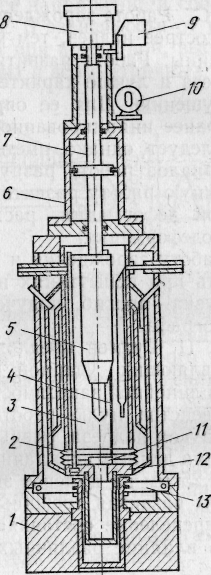
Для испытаний в среде жидкого гелия используют пневматические копры конструкции Физико-технического института низких температур АН УССР (рис. 52). Кроме копра установка содержит пульт управления с регистрирующей аппаратурой, включающей осциллограф для записи диаграммы деформации.
Пневматический копер работает следующим образом. Молот поднимается в исходное положение, в котором он удерживается с помощью стопорного шарикового замка. При установке молота в исходное положение тяги поднимают наковальню с образцом. Благодаря этому наковальня перестает соприкасаться с динамо метром, установленным на основании копра, что снижает теплопритоки извне. При достижении образцом необходимой температуры выключают стопорный замок. Рабочий ход молота происходит под действием его силы тяжести и подачи воздуха в пневмоцилиндр. В начале движения молота вследствие ослабления тяг наковальня опускается и плотно ложится на динамометр. При ударе ножа молота по образцу датчик деформации и тензодатчики динамометра передают электрические сигналы на осциллограф. После разрушения образцы попадают в приемный бункер. В конце хода молот тормозится гидроамортизатором и автоматически быстро возвращается в исходное положение. Кассетное устройство позволяет при одной заливке хладагента испытывать 12 стандартных образцов.
Техническими условиями на поставку металлопродукции ответственного назначения обычно оговаривают минимально допустимое значение ударной вязкости при заданной температуре.
Оценку хладноломкости можно также проводить по виду излома разрушившегося образца. Метод основан на определении соотношения площадей вязких и хрупких участков излома ударных образцов. Вязкий излом имеет характерное волокнистое строение с пепельным оттенком. С понижением температуры количество волокнистой составляющей в изломе снижается, появляются кристаллические, блестящие участки. Обычно за критическую температуру принимают такую, при которой доля волокнистой структуры равна 50 %.
В ряде случаев целесообразно определять не только общую работу разрушения при ударном изгибе, но и ее составляющие - работу зарождения и работу развития трещины: КС = КС3 + KСр. Работа зарождения трещины зависит от радиуса надреза. Чем острее надрез, тем меньшая работа нужна для зарождения трещины. Работа развития трещины мало зависит от геометрии надреза и лучше характеризует склонность металла к хрупкому разрушению. Для ее определения обычно используют образцы с заранее инициированной трещиной.
Следует, однако, иметь в виду, что при испытании пластичных материалов работа разрушения образца с трещиной превышает истинную работу развития трещины на величину работы пластической деформации, расходуемой на изгибную и поперечную макродеформации.
Работу зарождения и работу развития трещины удобно определять при испытаниях на ударный изгиб с помощью диаграмм нагрузка - прогиб, полученных фотографированием с экрана осциллографа.
А. П. Гуляев предложил приближенный метод определения составляющих ударной вязкости, основанный на предположении о линейной зависимости ударной вязкости от радиуса надреза и равенства нулю работы зарождения трещины для образцов с радиусом надреза, равным нулю, или с трещиной. Тогда экстраполяция данных испытаний образцов всего двух типов с радиусом 1 и 0,25 мм на нулевое значение радиуса надреза даст значение работы развития трещины.
Определение составляющих ударной вязкости позволяет выявить влияние различных факторов на обе стадии разрушения.