

5. Наклеп, возврат и рекристаллизация
После снятия нагрузки, большей предела текучести, в образце останется остаточная деформация. При повторном нагружении возрастает предел текучести металла и уменьшается его способность к пластической деформации, т. е. происходит упрочнение металла. Упрочнение металла под действием пластической деформации называется наклепом.
При деформации зерна меняют свою форму и ориентировку, образуя волокнистую структуру с преимущественной ориентировкой кристаллов. Происходит разворот беспорядочно ориентированных зерен осями наибольшей прочности вдоль направления деформации. Зерна деформируются и сплющиваются, вытягиваясь в направлении деформации.
Преимущественная кристаллографическая ориентировка зерен вдоль направления деформации называется текстурой металла. Образование текстуры способствует появлению анизотропии свойств вдоль и поперек направления волокон.
С ростом степени деформации механические свойства (σВ, σТ, НВ), характеризующие сопротивление деформации повышаются, происходит деформационное упрочнение, а способность к пластической деформации (δ,ψ) — падает (рис. 43). Предел текучести растет более интенсивно, чем временное сопротивление и по мере увеличения степени пластической деформации значения обоих характеристик сближаются. В результате наклепа механические свойства меняются весьма существенно. Например, при степени деформации ε= 70 % среднеуглеродистой стали ее временное сопротивление σВ увеличивается примерно в два раза, а относительное удлинение δ уменьшается с 30 до 2 %. Стальная проволока полученная холодным волочением при степени деформации 80— 90 %, приобретает значение σВ = 4000 МПа, что не может быть достигнуто легированием и термической обработкой.
Упрочнение при наклепе объясняется существенным повышением плотности дислокаций, характерным для процесса пластической деформации. Плотность дислокаций после холодной деформации увеличивается на несколько порядков по сравнению с отожженным металлом, составляя величину 1011—1012 см-2. Одновременно в процессе пластической деформации увеличивается количество точечных несовершенств — вакансий и дислоцированных атомов. С ростом плотности дислокаций и несовершенств кристаллического строения затрудняется свободное перемещение дислокаций. Дополнительные барьеры для дислокаций создаются за счет деформации зерен и дробления блоков. Все эти факторы способствуют упрочнению металла при наклепе.
Одновременно в результате пластической деформации существенно изменяются физико-химические свойства металла. Наклепанный металл имеет меньшую плотность, более высокое электросопротивление, меньшую теплопроводность; у него падает устойчивость против коррозии.
Р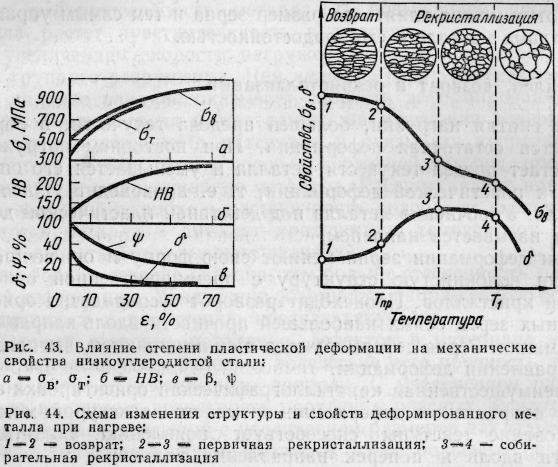 ост
числа дефектов кристаллического строения
и возникновение внутренних напряжений
в результате наклепа приводят к тому,
что свободная энергия металла растет
и он приходит в неравновесное,
неустойчивое состояние. Длительная
выдержка при комнатной температуре, а
тем более нагрев должны способствовать
переходу металла в более устойчивое
структурное состояние.
ост
числа дефектов кристаллического строения
и возникновение внутренних напряжений
в результате наклепа приводят к тому,
что свободная энергия металла растет
и он приходит в неравновесное,
неустойчивое состояние. Длительная
выдержка при комнатной температуре, а
тем более нагрев должны способствовать
переходу металла в более устойчивое
структурное состояние.
Прежде всего уже при небольшом нагреве (до 400 °С для железа) происходит снятие искажений кристаллической решетки, уменьшение плотности дислокаций за счет их аннигиляции, уменьшение количества вакансий, снижение внутренних напряжений. Однако, видимых изменений структуры не происходит и вытянутая форма зерен сохраняется. Этот процесс называют возвратом металла.
При последующем нагреве происходит изменение микроструктуры наклепанного металла (рис. 44). С ростом температуры подвижность атомов растет и образуются новые зерна вместо ориентированной волокнистой структуры. Образование новых равноосных зерен называется рекристаллизацией.
Процесс рекристаллизации протекает в две стадии. Различают первичную, или рекристаллизацию обработки, и собирательную рекристаллизацию.
Рекристаллизацией обработки, или первичной рекристаллизацией, называют процесс образования новых равноосных зерен. Новые зерна возникают на границах блоков и старых зерен, т. е. там, где решетка наиболее искажена при наклепе. Процесс первичной рекристаллизации термодинамически выгоден, так как при переходе деформированного металла в более устойчивое равновесное состояние сопровождается уменьшением свободной энергии. В результате первичной рекристаллизации наклеп металла снимается и свойства приближаются к исходным значениям. Плотность дислокаций также уменьшается до первоначального уровня.
Температуру начала рекристаллизации называют температурным порогом рекристаллизации. Температура начала рекристаллизации зависит от температуры плавления (правило акад. А. А. Бочвара): Трекр = а·Тпл, где а — коэффициент, зависящий от состава и структуры металла.
Для технически чистых металлов а = 0,3—0,4, для сплавов а = 0,5—0,6. Причина связи температуры плавления и рекристаллизации обусловлена тем, что оба процесса связаны с изменением взаимного расположения атомов и для их. развития необходима определенная диффузионная подвижность атомов. Соотношение уровней диффузионной подвижности при плавлении и рекристаллизации примерно постоянно, вследствие чего примерно постоянно соотношение температур обеих процессов. В сплавах примеси взаимодействуют с дислокациями и ограничивают их подвижность, что затрудняет образование зародышей новых зерен и тормозит рекристаллизацию. Поэтому температура рекристаллизации сплавов выше, чем у чистых металлов.
Последующий рост температуры приводит ко второй стадии процесса — собирательной рекристаллизации, состоящей в росте вновь образовавшихся новых зерен. Большое количество мелких зерен имеют большой запас поверхностной энергии. При укрупнении зерен общая поверхность их границ становится меньше, что способствует переходу металла в более равновесное состояние. Движущей силой собирательной рекристаллизации является снижение поверхностной энергии.
Размер зерен, получившихся при рекристаллизации, оказывает большое влияние на свойства металла. Образование крупных зерен при нагреве снижает механические свойства.
Величина зерна при собирательной рекристаллизации зависит от температуры нагрева, степени предшествующей пластической деформации и, в меньшей степени,—длительности выдержки при нагреве. Наиболее крупные зерна образуются при небольшой предварительной деформации (до 15 %), которую называют критической. При малых степенях деформации имеет место неоднородность наклепа, а следовательно, неоднородность дефектов решетки и напряжений. При этих условиях границы зерен при обретают возможность быстрого перемещения на относительно большие расстояния, что способствует укрупнению зерен.
Наглядное представление о влиянии температуры и степени деформации на размер зерна дают диаграммы рекристаллизации (рис. 45). С помощью этих диаграмм можно в первом приближении выбрать степень деформации и температуру рекристаллизацион-ного отжига, при которых исключается вероятность сильного роста зерен металла. Для уточнения температуры отжига необходимо учитывать содержание примесей в металле, величину зерна до деформации, скорость нагрева, длительность выдержки и другие факторы.
Если необходимо снять наклеп, то с целью достижения достаточной скорости процесса отжиг наклепанного металла ведут при более высокой температуре, чем температура рекристаллизации (табл. 3).
Деформация может быть холодной и горячей. Холодная деформация производится ниже температуры рекристаллизации и сопровождается наклепом металла. Горячая деформация осуществляется при температурах выше температуры рекристаллизации. Для горячей деформации характерно полное или частичное снятие упрочнения. Таким образом, при обработке давлением имеют место два одновременно идущих процесса: упрочнение за счет пластической деформации и разупрочнение при рекристаллизации.
Есть металлы, которые при комнатной температуре не подвергаются наклепу и испытывают горячую деформацию. Примером является свинец, имеющий температуру рекристаллизации ниже комнатной температуры. Для молибдена, имеющего температуру рекристаллизации около 900 °С, деформация при нагреве до 800 °С еще является холодной деформацией.