

3.4. Поверхностные дефекты
Поверхностные дефекты имеют малую толщину и значительные размеры в двух других измерениях. Обычно это места стыка двух ориентированных участков кристаллической решетки. Ими могут быть границы зерен, границы фрагментов внутри зерна, границы блоков внутри фрагментов. Соседние зерна по своему кристаллическому строению имеют неодинаковую пространственную ориентировку решеток. Блоки повернуты по отношению друг к другу на угол от нескольких секунд до нескольких минут, их размер 10-5 см. Фрагменты имеют угол разориентировки не более 5°. Если угловая разориентировка решеток соседних зерен не более 5°, то такие границы называются малоугловыми границами зерен. Все субзеренные границы (границы фрагментов и блоков) - малоугловые. Строение границ зерен оказывает большое влияние на свойства металла.
Г раница
между зернами представляет собой узкую
переходную зону шириной 5—10 атомных
расстояний с нарушенным порядком
расположения атомов. В граничной зоне
кристаллическая решетка одного зерна
переходит в решетку другого зерна (рис.
28). Неупорядоченное строение переходного
слоя усугубляется скоплением в этой
зоне дислокаций и повышенной концентрацией
примесей.
раница
между зернами представляет собой узкую
переходную зону шириной 5—10 атомных
расстояний с нарушенным порядком
расположения атомов. В граничной зоне
кристаллическая решетка одного зерна
переходит в решетку другого зерна (рис.
28). Неупорядоченное строение переходного
слоя усугубляется скоплением в этой
зоне дислокаций и повышенной концентрацией
примесей.
В силу того, что границы зерен препятствуют перемещению дислокаций и являются местом повышенной концентрации примесей, они оказывают существенное влияние на механические свойства металла.
Под размером зерна принято понимать величину его среднего диаметра, выявляемого в поперечном сечении. Это определение условно, так как действительная форма зерна отличается от сферической. Размер зерна в металлах меняется в широких пределах от нескольких микрон до миллиметров. Размер зерна оценивается в баллах по специальной стандартизованной шкале и характеризуется числом зерен, приходящихся на 1 мм2 поверхности шлифа, при увеличении в 100 раз. Процесс пластического течения, следовательно и предел текучести, зависят от длины свободного пробега дислокаций до «непрозрачного» барьера, т. е. размера зерен металла. Предел текучести σТ связан с размером зерна d уравнением Холла—Петча:
σТ =σ0+kd-1/2
где σ0 и k — постоянные для данного металла.
Чем мельче зерно, тем выше предел текучести и прочность металла. Одновременно при измельчении зерна увеличиваются пластичность и вязкость металла. Последнее особенно важно для металлических изделий, работающих при низких температурах. Повышенная пластичность и вязкость обусловлены более однородным составом и строением мелкозернистого металла, отсутствием в нем крупных скоплений, структурных несовершенств, способствующих образованию трещин.
Помимо перечисленных дефектов в металле имеются макродефекты объемного характера: поры, газовые пузыри, неметаллические включения, микротрещины и т. д. Эти дефекты снижают прочность металла.
4. Кристаллизация металлов
4.1. Энергетические условия кристаллизации
Всякое вещество может находиться в трех агрегатных состояниях! твердом, жидком и газообразном. Переход из одного состояния в другое происходит при определенной температуре, называемой температурой плавления или кипения.
В газах отсутствует закономерность в расположении частиц, частицы движутся хаотически, причем газ стремится занять возможно больший объем. Твердые кристаллические тела имеют правильное строение, при котором атомы и ионы находятся в узлах кристаллических решеток (так называемый ближний порядок), а отдельные ячейки и блоки определенным образом ориентированы по отношению друг к другу (дальний порядок). В жидкостях определенная ориентировка распространяется не на весь объем, а лишь на небольшое число атомов, образующих сравнительно устойчивые группировки или флуктуации. С понижением температуры устойчивость флуктуации увеличивается и они проявляют способность к росту. Таким образом, для жидкостей характерен только ближний порядок расположения атомов.
По мере увеличения температуры твердого тела растет подвижность атомов в узлах решетки, амплитуда колебаний увеличивается и при достижении определенной температуры, называемой температурой плавления, атомы вырываются из узлов и решетка разрушается с образованием жидкой фазы. Температура плавления — важная константа и входит во все справочники: температура плавления ртути минус 38,9; свинца 327; цинка 419; алюминия 660; меди 1083; железа 1536° С и т. д.
Противоположная картина наблюдается при охлаждении жидкости и ее последующем затвердевании. При охлаждении жидкости, наоборот, подвижность атомов падает и вблизи температуры плавления образуются группировки атомов, в которых атомы упакованы, как в кристаллах. Эти группировки являются центрами кристаллизации или зародышами. При достижении температуры плавления — затвердевания, вновь образуется кристаллическая решетка и металл переходит в твердое состояние.
Переход металлов из жидкого в твердое состояние при определенной температуре называется кристаллизацией. Рассмотрим энергетические условия процесса кристаллизации.
Энергетическое состояние любой системы характеризуется определенным запасом внутренней энергии, которая складывается из энергии движения молекул, атомов, электронов, внутриядерной энергии, энергии упругих искажений кристаллической решетки и других видов энергии.
Свободной энергией является такая составляющая внутренней энергии, которая в изотермических условиях может быть превращена в работу. Свободная энергия изменяет свою величину при изменении температуры, плавлении, полиморфных превращениях и т. д. F = U—TS, где F — свободная энергия, U — полная внутренняя энергия системы, Т — температура, S — энтропия.
Согласно второму закону термодинамики, всякая система стремится к минимальному значению свободной энергии. Любой самопроизвольно текущий процесс идет только в том случае, если новое состояние более устойчиво, т. е. обладает меньшим запасом свободной энергии. Например, шарик стремится скатиться вниз по наклонной плоскости, понизив при этом свою свободную энергию, естественно, что самопроизвольное возвращение шарика вверх по наклонной плоскости невозможно, так как при этом произойдет увеличение его свободной энергии.
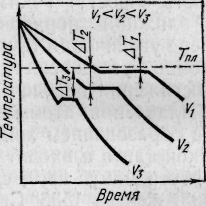
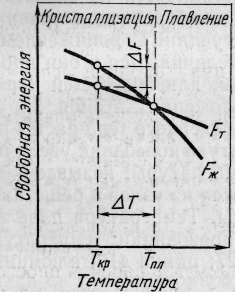
Рис. 29. Влияние температуры на изменение свободной энергии жидкого и твердого металла
Рис. 30. Температурные кривые кристаллизации металла с различными скоростями охлаждения
Процесс кристаллизации подчиняется этому же закону. Металл затвердевает, если меньшей свободной энергией обладает твердое состояние, и плавится в том случае, когда меньшей свободной энергией обладает жидкое состояние.
Изменение свободной энергии жидкого и твердого состояния при изменении температуры приведено на рис. 29. С повышением температуры величина свободной энергии обоих состояний уменьшается, но закон изменения свободной энергии различен для жидкого и твердого состояний вещества.
Различают теоретическую и фактическую температуру кристаллизации. Ts — теоретическая или равновесная температура кристаллизации, при которой Fж= FTB. При этой температуре равновероятно существование металла как в жидком, так и в твердом состояниях. Реальная же кристаллизация начнется только тогда, когда этот процесс будет термодинамически выгоден системе, при условии ΔF=Fж-FTв, для чего необходимо некоторое переохлаждение. Температура, при которой практически идет кристаллизация, называется фактической температурой кристаллизации Ткр. Разность между теоретической и фактической температурой кристаллизации называется степенью переохлаждения: ΔТ = ТS — Ткр. Чем больше степень переохлаждения ΔТ, тем больше разность свободных энергий ΔF, тем интенсивнее будет идти кристаллизация.
Термические кривые, характеризующие процесс охлаждения с различными скоростями, приведены на рис. 30. При медленном охлаждении, соответствующем кривой vlt степень переохлаждения невелика и кристаллизация протекает при температуре, близкой к равновесной. Горизонтальная площадка на термической кривой объясняется выделением скрытой теплоты кристаллизации, которая компенсирует отвод тепла. С ростом скорости охлаждения (кривые v2, v3) степень переохлаждения растет и процесс кристаллизации протекает при все более понижающейся температуре. Помимо скорости охлаждения, степень переохлаждения зависит от чистоты металла. Чем чище металл, тем выше степень переохлаждения.