

2. Производство алюминия
В группу легких металлов, имеющих плотность меньше 5 г/см3,входят Al, Mg, Ti, Be, Ca, В, Zn, К и другие элементы. Наибольшее промышленное применение из них имеют алюминий, магний,титан.
Алюминий является самым распространенным металлом в земной коре. Он преимущественно встречается в виде соединений с кислородом и кремнием - алюмосиликатов. Для получения алюминия используют руды, богатые глиноземом А12О3. Чаще всего применяют бокситы, в которых содержится, %: А12О3 40— 60, Fe2O3 15—30, SiO2 5—15, TiO2 2—4 и гидратной влаги 10—15.
Технологический процесс производства алюминия состоит из трех этапов: извлечение глинозема из алюминиевых руд, электролиз расплавленного глинозема с получением первичного алюминия и его рафинирование. Извлечение глинозема обычно производят щелочным способом, применяемым в двух вариантах: мокром (метод Байера) и сухом.
При мокром методе бокситы сушат, измельчают и загружают в герметические автоклавы с концентрированной щелочью, где выдерживают в течение 2 — 3 ч при температуре 150 — 250 °С и давлении до 3 МПа. При этом протекают реакции взаимодействия гидрооксида алюминия с едким натром:
А12О8+3Н2О + 2NaOH = Na2O·A12O3 + 4Н2О.
Раствор алюмината натрия Na2O.Al2O в виде горячей пульпы идет на дальнейшую переработку. Оксиды железа, титана и другие примеси, нерастворяющиеся в щелочах, выпадают в осадок — шлам.
Кремнезем взаимодействует со щелочью и образует силикат натрия: SiO2 + 2NaOH == Na2O·SiO2 + 4Н2О, который в свою очередь, взаимодействуя с алюминатом натрия, выпадает в осадок, образуя нерастворимое соединение Na2O·Al2O3·2SiO2·2H2O.
Пульпа после фильтрации и разбавления водой сливается в отстойники, где из алюминатного раствора выпадает в осадок гидрооксид алюминия: Na2O·AlO3 + 4Н2О = 2NaOH + 2А1(ОН)3 ↓.
Гидроксид алюминия фильтруют и прокаливают при температуре до 1200 °С в трубчатых вращающихся печах. В результате получается глинозем: 2А1(ОН)3=А12О3 + 3Н2О.
Сухой щелочной способ или способ спекания состоит в совместном прокаливании при температурах 1200 — 1300 °С смеси боксита, соды и извести, приводящем к образованию спека, в котором содержится водорастворимый алюминат натрия:
А12О3 + Na2CO3 = Na2O·Al2O3 + СО2.
Известь расходуется на образование нерастворимого в воде силиката кальция CaO·SiO2. Алюминат натрия выщелачивают из спека горячей водой и полученный раствор продувают углекислотой:
Na2O·Al2O3 + ЗН2О + СО2 = 2А1(ОН)3 + Na2CO3.
Осадок промывают и прокаливают, получая глинозем, как и в предыдущем способе.
Алюминий получают электролизом глинозема, растворенного в расплавленном криолите Na3AlF6. Этот метод был предложен в 1886 г. одновременно Ч. Холлом в США и П. Эру во Франции и применяется до сих пор почти без изменений. Криолит получают в результате взаимодействия плавиковой кислоты HF с гидрооксидом алюминия с последующей нейтрализацией содой:
6HF + А1(ОН)3 = H3AlF6 + 3H2O,
H3AlFe + 3Na2C03 = 2Na3AlF6 + ЗН2О + СО2,
Э
Рис. 16. Схема
электролизера для производства алюминия:
1
- катодные угольные блоки;2 - огнеупорная
футеровка; 3
- стальной кожух; 4
- угольные
плиты; 5
- жидкий
алюминий; 6
- металлическиестержни
с шинами;7 - угольный анод; 8
-
глинозем; 9жидкий
электролит;10
-
корка затвердевшего электролита;11
-
катодная токоподводящаяшина; 12
- фундамент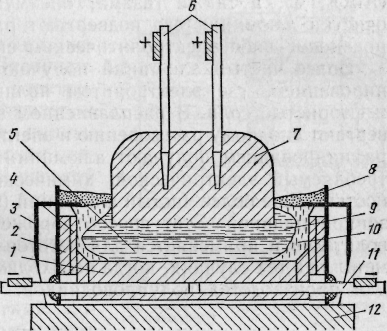 лектролиз
осуществляют в алюминиевой ванне —
электролизере, схема которого
приведена на рис. 16. Ванна имеет стальной
кожух прямоугольной формы, а ее стену
и подину изготавливают из угольных
блоков, теплоизолированных шамотным
кирпичем. В футеровку подины вмонтированы
лектролиз
осуществляют в алюминиевой ванне —
электролизере, схема которого
приведена на рис. 16. Ванна имеет стальной
кожух прямоугольной формы, а ее стену
и подину изготавливают из угольных
блоков, теплоизолированных шамотным
кирпичем. В футеровку подины вмонтированы
При высокой температуре глинозем А12О3 растворенный в электролите, диссоциирует на ионы: А12О3 2А13+ + 3О2-. На поверхности угольной подины, являющейся катодом, ионы восстанавливаются до металла: 2А13+ + 6е = 2А1.
По мере уменьшения содержания глинозема в электролите его периодически загружают в ванну электролизера. Жидкий алюминий скапливается на подине электролизера и периодически удаляется с помощью вакуумных ковшей.
Кислородные ионы разряжаются на угольном аноде: 3О2- - 6е =3/2O2, окисляют анод, образуя СО и СО2, которые удаляются вентиляционными устройствами. Электролизные ванны соединяют последовательно в серии из 100—200 ванн.
Первичный алюминий, полученный в электролизной ванне, загрязнен примесями Si, Fe, неметаллическими включениями (А12О3, С), а также газами, преимущественно водородом. Для очистки алюминия его подвергают рафинированию либо хлорированием, либо электролитическим способом,
Более чистый алюминий получают электролитическим рафинированием, где электролитом являются безводные хлористые и фтористые соли. В расплавленном электролите алюминий подвергают анодному растворению и электролизу. Электролитическим рафинированием получают алюминий чистотой до 99,996 %, потребляемый электрической, химической и пищевой промышленностью. Еще более чистый алюминий (99,9999 %) можно получить зонной плавкой. Этот способ дороже электролиза, мало производителен и применяется для изготовления небольших количеств металла в тех случаях, когда необходима особая чистота, например для производства полупроводников.