

6. Внепечные способы рафинирования стали
Дополнительное улучшение качества стали может быть достигнуто при ее внепечной обработке. Основными методами внепечного рафинирования в современной металлургии являются обработка жидкого металла синтетическим шлаком в ковше, продувка стали инертными газами и ее вакуумирование.
Для рафинирования обычно применяют двухкомпонентный известково-глиноземистый шлак, содержащий 55 % СаО и 45 % А12О3. Шлак выплавляют в электродуговой печи с футеровкой из графита. Благодаря сравнительно невысокой температуре плавления (1450 °С) такой шлак жидкоподвижен, активен и обладает хорошей десульфурирующей способностью.
Порцию шлака с температурой около 1650 °С в количестве 5—6 % от массы стали заливают в сталеразливочный ковш, ковш подают к желобу сталеплавильного агрегата и выпускают сталь, нагретую до определенной температуры. Струя жидкой стали падает с большой высоты на слой шлака в ковше, разбрызгивается на множество капель и энергично перемешивается со шлаком. Поверхность взаимодействия металла и шлака резко увеличивается, что способствует интенсивному удалению вредных примесей.
При продувке инертными газами из металла удаляют растворенные газы и неметаллические включения, а также выравнивают температуру и химический состав стали в ковше перед разливкой. Обычно для продувки используют аргон под давлением 0,2— 0,5 МПа. Продувку ведут либо через пористые огнеупорные вставки в днище ковша, либо через футерованную фурму, опускаемую в ковш с металлом сверху. При всплывании пузырьков аргона в них переходят водород и азот, растворенные в стали, и таким образом удаляются из металла. В результате содержание этих газов в стали уменьшается.
Вакуумную внепечную обработку жидкой стали проводят с целью удаления растворенных в ней газов и уменьшения содержания неметаллических включений. Вакуумирование осуществляют, помещая ковш или изложницу в вакуумную камеру. Азот и водород переходят в газовую фазу и их концентрация в металле падает. Концентрация кислорода снижает благодаря более глубокому раскислению металла углеродом.
Глава 3
МЕТАЛЛУРГИЯ ЦВЕТНЫХ МЕТАЛЛОВ
1. Производство меди
Содержание меди в земной коре составляет 0,01 %. Наибольшее промышленное значение имеют сульфидные руды, на которые приходится около 80 % всех мировых запасов меди. К сульфидным рудам относятся медный колчедан или халькопирит CuS-FeS, халькозин Cu2S и др. Среднее содержание меди в рудах составляет 1—2 %. Пустая порода обычно состоит из песчаников, глины, известняка и др. Многие руды являются полиметаллическими и кроме меди содержат другие ценные металлы: серебро, золото, никель, свинец и т. д.
Извлечение меди из руд производится двумя способами: гидрометаллургическим и пирометаллургическим. Более широкое распространение получил пирометаллургический способ, включающий операции обогащения руд с получением концентрата, его обжиг, плавку на медный штейн, получение черновой меди и ее рафинирование. Для обогащения медных руд применяют метод флотации, основанный на разной смачиваемости водой с поверхностно-активными добавками металлсодержащих частиц и частиц пустой породы. При флотации удаляют большую часть пустой породы и получают медный концентрат, содержащий до 30 % меди.
После обогащения рудные концентраты подвергают обжигу для частичного удаления (до 50 %) серы. Руда, прошедшая обжиг и называемая огарком, направляется на дальнейшую переработку, а образовавшийся сернистый газ SO2 используется для производства серной кислоты.
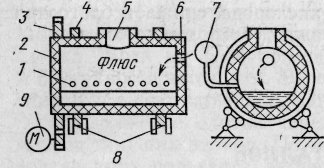
Рис.15.
Медеплавильный
конвертер:
1
- фурмы воздушного дутья;
2
-футерованный
кожух;3
-
зубчатая передача;
4
-
обод:
5
- горловина для заливки штейна;
6
-
отверстие для загрузки флюса;
7
- воздухопровод; 8
-
опорные ролики;
9
-
электродвигатель с редуктором
 П
П
Конвертер имеет горизонтальный цилиндрический стальной сварной кожух, футерованный изнутри магнезитовым кирпичей. Расплавленный штейн заливают в конвертер через горловину. Конвертер установлен на опорных роликах и о помощью зубчатого венца может поворачиваться в заданное положение. Через 40—50 фурм, расположенных в огнеупорной кладке по образующей конвертера, под давлением подается воздух. На поверхность штейна загружают кварцевый песок для шлакования образующихся при продувке оксидов железа. Процесс продувки воздухом, длящийся в общей сложности до 30 ч, делится на два периода.
Первый период состоит в окислении сульфидов железа кислородом воздушного дутья: 2FeS + ЗО2 = 2FeO + 2SO2 + Q. Образующаяся FeO взаимодействует с кремнеземом флюса и переходит в шлак: 2FeO + SiO2 = SiO2·2FeO + Q. Сернистый газ направляется на производство серной кислоты. Конвертерный шлак в конце первого периода сливают в ковш и направляют на повторную переработку в отражательные печи для извлечения меди. Оставшийся штейн приобретает белый цвет и состоит в основном из сульфидов меди Cu2S. Содержание меди в белом штейне составляет около 80 %.
Обе реакции проходят о выделением тепла и ванна разогревается до 1250—1300 °С. После скачивания шлака наступает второй период, во время которого расплавленный белый штейн продувают воздухом и получают черновую медь:
2Cu2S + 3О2 = 2Cu2O + 2SO2,
Cu2S + 2Cu2O = 6Cu + SO2.
Черновая медь содержит до 2 % примесей железа, серы, цинка, никеля, свинца и др. Ее разливают в слитки на ленточных разливочных машинах и отправляют на рафинирование.
Рафинирование черновой меди проводят огневым и электролитическим способами.
При огневом рафинировании черновую медь загружают в пламенные печи емкостью до 400 т и после расплавления продувают воздухом через футерованные стальные трубы с целью окисления меди и растворенных в ней примесей: 4Сu + О2 = 2Сu2О.
Cu2O хорошо растворим в меди, быстро распространяется по всему объему ванны. Учитывая, что большинство примесей (А1, Si, Mn, Zn, Sn, Fe, Ni и др.) имеют более высокое сродство к кислороду, чем медь, закись меди производит их окисление: Me + Cu2O = MeO + 2Cu.
Из примесей не окисляются только благородные металлы: золото и серебро. Они остаются растворенными в меди.
Образовавшиеся оксиды примесей нерастворимы в меди и удаляются в шлак. Оксиды некоторых примесей (SbO2, ZnO) легко возгоняются и улетучиваются с печными газами.
После скачивания шлака металл раскисляют и перемешивают природным газом для удаления растворенных в нем газов. Раскисление меди происходит по реакции:
4Сu2О + СН4 = 8Сu + СО2 + 2Н2О.
После огневого рафинирования расплав содержит 99,5—99,7 % меди. Полученную медь разливают в слитки или анодные пластины для электролитического рафинирования.
Электролиз проводят в ванных, футерованных кислотостойкими материалами, например листовым свинцом, асфальтом, керамическими плитами. Электролитом служит 15 %-ный раствор медного купороса и серной кислоты. На равном расстоянии друг от друга попеременно в электролит погружают анодные пластины черновой меди и катоды, представляющие собой тонкие пластины из чистой электролитической меди. Аноды и катоды подвешивают на анодной и катодной шинах. При включении постоянного тока происходит растворение металла анодов, катионы Си2+ переходят в раствор, а на катодах происходит разрядка катионов Сu2+ + + 2е = Сu с выделением металлической меди. Электролитическая медь имеет более высокую чистоту от примесей и содержит до 99,98 % Си. За 10—12 дней на катоде отлагается до 200 кг меди. Катодную медь выгружают из ванны, промывают, переплавляют в плавильных печах, разливают в слитки и отправляют для проката на лист, трубы и проволоку, а также для выплавки сплавов меди — латуней и бронз.