

Глава 3
ВОЛОЧЕНИЕ
1. Основные понятия и закономерности процесса волочения
Сущность процесса волочения состоит в деформации металла путем протягивания через сужающийся по длине канал круглого, квадратного или более сложного профиля (рис. 172).
Волочильный
инструмент, волока (матрица, фильера)
изготавливаются из закаленной стали,
твердых сплавов, а для прецизионных
изделий — из алмаза (вставки в металлическое
кольцо). Усилия волочения в значительной
мере определяют силы трения на поверхности
металл - волока, которые стремятся
максимально снизить подбором рациональных
смазок. Смазки бывают жидкие (касторовое
масло, олифа, минеральные масла); жидкие
с добавками (талька, порошка графита и
д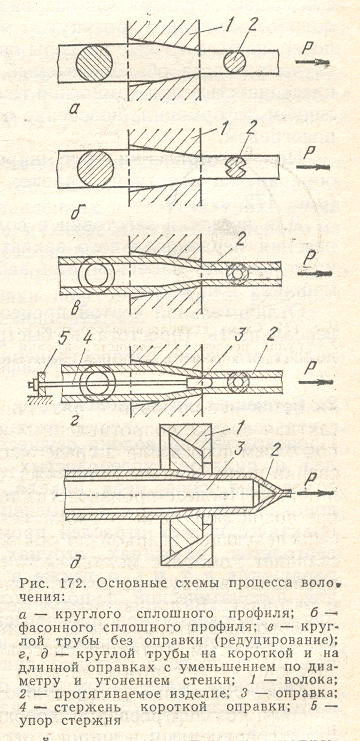 р.);
сухие (порошки, мыла), покрытия (фосфатные,
металлические и др.). Для уменьшения
внешнего трения и повышения стойкости
волочильного инструмента часто применяют
волочение с противонатяжением, т. е.
приложением к протягиваемому металлу
на входе силы, направленной в сторону,
противоположную его движению. При
волочении изменяется профиль поперечного
сечения с одновременной вытяжкой по
длине. Процесс волочения многократен
и чередуется с большим количеством
промежуточных отжигов, травлений, смазок
и т. д. Волочением изготавливают проволоку
и трубы, реже используют процесс для
калибровки сорта и производства профилей.
Этот процесс позволяет изготовлять
изделия различного сечения (проволока
от 10 мм до нескольких микрон) с очень
высокой точностью и чистотой поверхности.
В большинстве случаев металл, обрабатываемый
волочением, не нагревают: он входит в
волочильный канал при комнатной
температуре, а образующееся тепло
деформация отводят, с помощью эмульсии
или обдува воздухом. При таком способе
холодного волочения протянутый металл
имеет блестящую гладкую поверхность и
точные размеры поперечного сечения. В
некоторых случаях, когда обрабатываемый
металл обладает недостаточной
пластичностью при комнатной температуре
или высоким сопротивлением деформации,
волочение осуществляют с предварительным
подогревом.
р.);
сухие (порошки, мыла), покрытия (фосфатные,
металлические и др.). Для уменьшения
внешнего трения и повышения стойкости
волочильного инструмента часто применяют
волочение с противонатяжением, т. е.
приложением к протягиваемому металлу
на входе силы, направленной в сторону,
противоположную его движению. При
волочении изменяется профиль поперечного
сечения с одновременной вытяжкой по
длине. Процесс волочения многократен
и чередуется с большим количеством
промежуточных отжигов, травлений, смазок
и т. д. Волочением изготавливают проволоку
и трубы, реже используют процесс для
калибровки сорта и производства профилей.
Этот процесс позволяет изготовлять
изделия различного сечения (проволока
от 10 мм до нескольких микрон) с очень
высокой точностью и чистотой поверхности.
В большинстве случаев металл, обрабатываемый
волочением, не нагревают: он входит в
волочильный канал при комнатной
температуре, а образующееся тепло
деформация отводят, с помощью эмульсии
или обдува воздухом. При таком способе
холодного волочения протянутый металл
имеет блестящую гладкую поверхность и
точные размеры поперечного сечения. В
некоторых случаях, когда обрабатываемый
металл обладает недостаточной
пластичностью при комнатной температуре
или высоким сопротивлением деформации,
волочение осуществляют с предварительным
подогревом.
При изготовлении труб широко используют три схемы: без оправки; на короткой оправке; на длинной подвижной оправке (рис. 172, в, г, д).
Для введения заготовки в волочильный инструмент для обеспечения первоначального захвата передний конец изделия утоняют (острят) заковкой или забивкой на ротационно-ковочных машинах или молотах.
Отличительной чертой процесса волочения является его универсальность (простота и быстрота замены инструмента), что делает его очень распространенным.
2. Производство проволоки
Производство проволоки осуществляется из широкой гаммы сталей и сплавов: углеродистых и высоколегированных сталей, сплавов на основе меди, никеля, титана и чистых металлов. Проволока находит широкое применение в различных изделиях техники практически всех отраслей промышленности (тросах, торсионах вертолетов, пружинах, струнах, стропах высокотемпературных парашютов и т. п.), а также в качестве сварочных материалов для автоматической и полуавтоматической сварки, материалов для армирования при производстве композиционных материалов и др. По объему производства из всех видов металлургических изделий проволока уступает лишь листовому прокату и трубам.
Исходным материалом для производства проволоки служит катанка диаметром 5 - 12 мм, изготавливаемая методом горячей прокатки.
В практике производства проволоки цветных металлов применяется также метод горячего прессования. Несмотря на то, что отходы при прессовании достигают 10 %, этим способом можно производить заготовку из малопластичных сплавов. Кроме того, процесс прессования позволяет производить более быструю переналадку оборудования и вести обработку металлов и сплавов, резко отличающихся по физико-химическим свойствам.
Катанку из высоколегированных сталей и сложнолегированных сплавов на основе цветных металлов для повышения пластических свойств и обеспечения стабильности физико-механических свойств по длине подвергают термической обработке. Это способствует резкому снижению обрывности проволоки в процессе ее волочения. Окалина на поверхности катанки оказывает большое влияние на процесс волочения. Содержание слоя окалины на стальной катанке, превышающее 18 г/м2, практически исключает процесс волочения. Окалину с катанки необходимо удалить, что осуществляют травлением, изгибом катанки в роликах, дробеструйной очисткой. Наиболее распространено кислотное и щелочно-кислотное травление. В последнее время чаще стали применять механические методы очистки (дробеструйную, зачистку резцами, иглофрезерование и др.).
Очищенная от окалины катанка подвергается нанесению смазки. Материал смазки должен плотно сцепляться с поверхностью катанки, не разрушаться при давлениях и температурах, развивающихся в волочильном канале, и обеспечивать относительно материала волоки наименьший коэффициент трения.
Если по условиям изготовления проволоки недостаточно одного передела, то операции подготовки поверхности после разупрочняющей термической обработки повторяются.