

3.2. Производство мягких упаковок прямоугольной формы
Упаковка прямоугольной формы относится к средним по вместимости упаковочным конструкциям (200—2000 см). Если учесть привлекательный вид таких упаковок, экономный расход на них материала, лучшее использование производственных и складских площадей, легкость формирования сборной упаковки и удобство пользования, прямоугольные упаковки можно считать идеальными, поэтому долгое время эта конструкция было господствующей. Единственным недостатком такой упаковки является сложность изготовления.
На рис. 21 показана машинная заделка заранее изготовленных мягких упаковок прямоугольной формы со складным дном. Более эффективным решением представляется соединение в одной машине операций по фасовке и заделке (рис. 22). Несмотря на небольшие размеры, машина отличается высокой производительностью.
Использование заранее заготовленных упаковок со складным дном постоянно сокращается, поскольку стоимость работающих на них упаковочных машин практически равна стоимости упаковочных машин, использующих значительно более дешевый материал из рулона с нанесенной печатью.
Из-за доступной цены на упаковочный материал, высокой производительности машин и широкой пригодности для различных упаковок получили большое распространение упаковочные машины, производящие одиночные и двойные мягкие упаковки из листового и рулонного материала на клею и с помощью сварки. Такие машины часто имеют собственное печатающее устройство. Кроме того, на них можно производить упаковки под вакуумом и с применением инертных газов. Способы заделки дна и горловины упаковки показаны на рис. 23. Технологический процесс производства прямоугольных упаковок включает три основные операции: изготовление упаковки, фасовку и заделку (рис. 24).
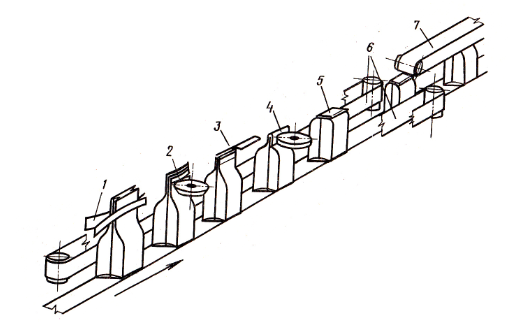
Рис. 21. Механизированная заделка паковок со складным дном
1-подводящая рейка; 2- отрезание; 3-первый загиб; 4-нанесение клея; 5-второй загиб; 6-подающий шкив; 7-прижимная лента.
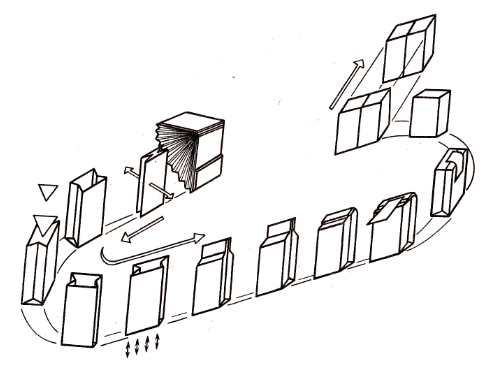
Рис. 22. Принцип работы фасовочно-заделочной машины для упаковок со складным дном
Внутренний слой упаковки (подкладка) всегда изготовляется из рулонного материала; внешний может быть вырезным с печатью и вырабатываться из рулонной и листовой бумаги и картона.
Принцип упаковки под вакуумом схематически показан на рис. 25.
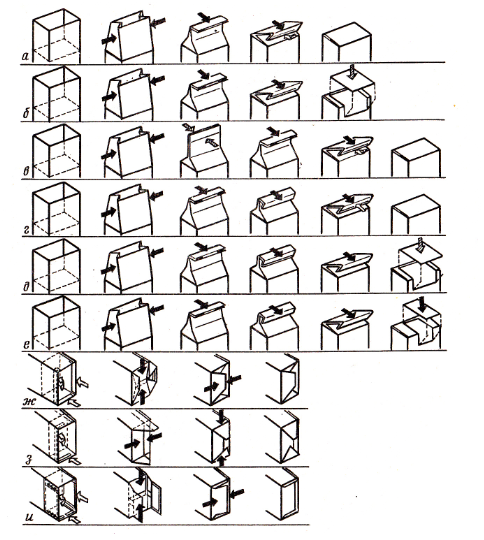
Рис. 23. Способы заделки дна и горловины
черная стрела – операция загиба; светлая – нанесение клея; заштрихованная – термическая сварка; а – плойка, загиб, заделка самоприклеивающейся этикеткой после нагрева; б – плойка, загиб, заделка самоприклеивающейся после нагрева; в – плойка, активизация ранее нанесенного клея нагревом, загиб, склейка; г – плойка, двойной загиб, склейка; д – плойка, двойной загиб, заделка самоприклеивающейся этикеткой после нагрева; е – плойка, двойной загиб, заделка самоприклеивающейся лентой; ж – заделка нормального дна; з – пикообрзаная заделка прокладки; и – заделка шлицевого дна однослойной упаковки.
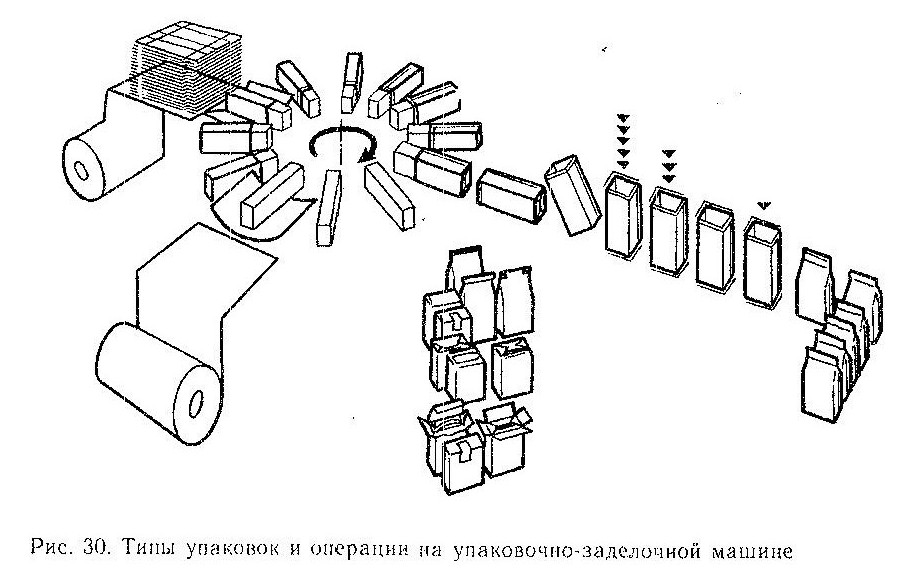
Рис.24. Типы упаковок и операции
на упаковочно – заделочной машине
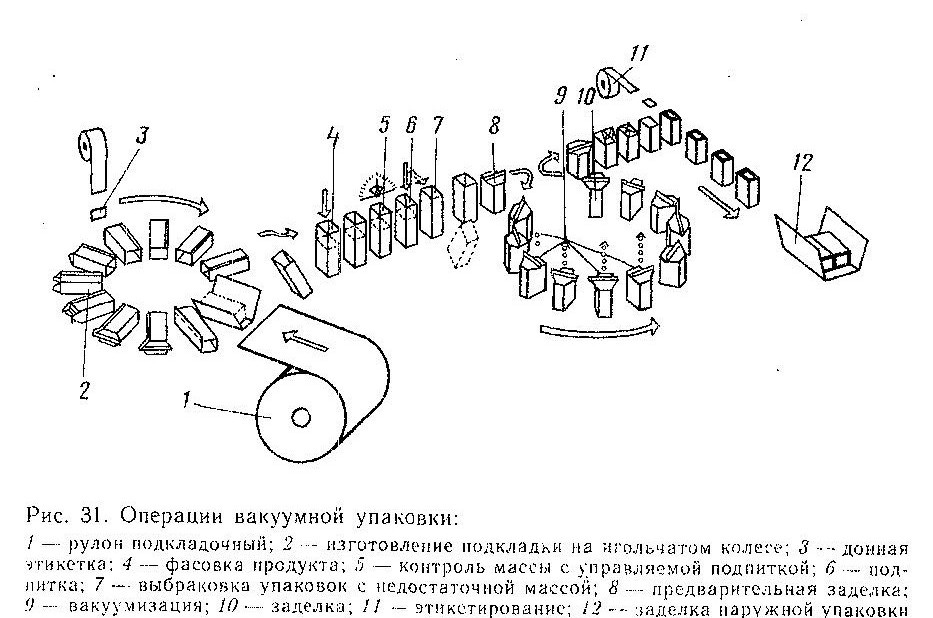
Рис. 25. Операции вакуумной упаковки:
1 – рулон подкладочный; 2 – изготовление подкладки на игольчатом колете; 3 – донная этикетка; 4 – фасовка продукта; 5 – контроль массы с управляемой подпиткой; 6 – подпитка; 7 – выбраковка упаковок с недостаточной массой; 8 – предварительнная заделка; 9 – вакуумизация;
10 – заделка; 11 – этикетирование; 12 – заделка наружной упаковки.
Внутренний слой упаковки изготовляется с помощью термической сварки из рулонного комбинированного материала (например, алюминиевая фольга — синтетический материал).
После фасовки, уплотнения и частичной заделки упаковка поступает в закрытую камеру, где из нее удаляется воздух и она герметически заделывается. Как правило, удаляется 99 % воздуха. Это означает, что в упаковке может находиться остаточный кислород (примерно 0,21% прежнего содержания). Такое содержание кислорода практически не отражается на качестве продукта.