

5.2.3. Способы определения износа направляющих
При определении отклонения направляющих от прямолинейности используют следующие основные способы контроля:
механический (с помощью поверочной линейки и щупа):
шаговый (с помощью слесарного уровня, размещаемого вдоль направляющих);
гидростатический (по принципу сообщающихся сосудов);
оптико-механические (коллимационньие, автоколлимационные).
Отклонение от параллельности направляющих измеряют индикатором, закрепленным в стойке или приспособлении, которое перемещают по одной из направляющих. Измерительный штифт индикатора подводят к другой направляющей. Кроме этого способа измеряют уровнем, последовательно накладьтваемым на обе направляющие с определением разности показаний. Непараллельность контролируемых направляющих базовым для большинства токарно-винторезных станков не более 0,06 мм на длине направляющих или 0,02 мм на длине 1000 мм.
Наиболее распространенный способ определения спиральной изогнутости — использование слесарного уровня, располагаемого на каретке (мостике) перпендикулярно к направляющим. При перемещении каретки вдоль направляющих по смещению пузырька основной ампулы уровня с учетом цены деления находят извернутость.
Контроль направляющих, при которых устанавливают отклонения формы и расположения поверхностей на любых стадиях ремонта, служит неотъемлемой частью технологического процесса. При этом применяют различные контрольно-измерительные поверочные приспособления, которые подразделяют на универсальные и специальные.
Универсальные контрольно-измерительные приспособления для контроля прямолинейности и параллельности собирают из отдельных элементов, входящих в комплект универсально-сборотных контрольно-измерительных приспособлений (УСКИ П), в том числе стержней, валиков и их элементов крепления, базовых опор (скольжения или качения), элементов крепления средств измерения и т. д. Для проверки используют также различные специальные приспособления, не требующие переналадки. К наиболее известным относятся следующие универсальные и специальные контрольно-измерительные приспособления.
Универсальный мостик. Устройство состоит из основания 1 Т-об- разной формы (рис. 5.10) с регулируемыми площадками 5 и 10 и стойки 7со специальным зеркалом 9.
Мостик базируется на пяти шаровых опорах с двумя подпятниками 2 и 4. Его можно устанавливать на направляющих различных размеров с помощью двух колонок б, колонки 11 и горизонтальных
пазов, имеющихся в основании Подпятник 2 с колонкой 1] можно перемещать как в горизонтальном, так и в вертикальном направлении.
Посредством двух уровней, устанавливаемых на площадках 5 и 10, одновременно контролируют прямолинейность и извернутость направляющих. Стойку 7 с зеркалом 9 и установочным винтом 8 используют при проверке прямолинейности автоколлиматором.
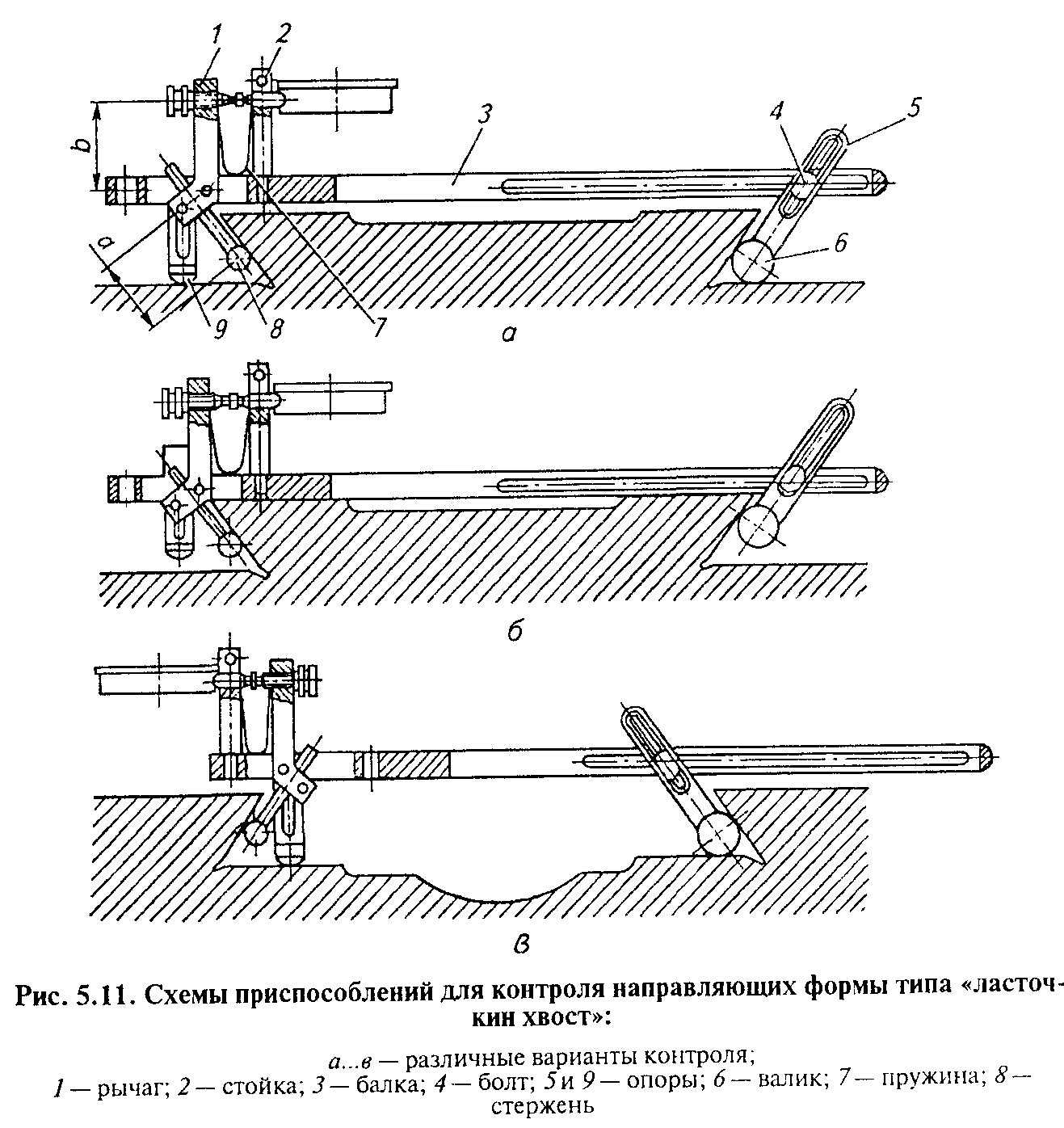
Приспособление для проверки параллельности направляющих.
Такое приспособление используют для контроля направляющих типа «ласточкин хвост».
Оно состоит из закаленной балки З (рис. 5.11) и шарнирно соединенного с ней рычага 1, связанного с измерительным стержнем 8. В верхней части рычага 1 ввернут винт. Он служит упором
для наконечника измерительного стержня индикатора, закрепляемого в стойке. Последняя установлена в отверстии балки З. Сменную шарнирную опору 5с контрольным валиком бустанавливают под различными углами и на любом участке балки З вдоль ее паза с фиксацией болтом 4. другой конец балки З устанавливают на регулируемую опору 9.
На цилиндрической поверхности измерительного стержня 8 имеется шкала. По ней определяют цену деления индикатора, зависящую от разности расстояний а и Ь (см. рис. 5.11, а). Цена деления индикатора может изменяться от 0,005 до 0,0 15 мм.
При контроле охватываемых направляющих в зависимости от вида измеряемых поверхностей приспособление может базироваться на валике и опоре или же на нижней поверхности балки и валике.
Проверку проводят перемещением приспособления вдоль направляющих. Непараллельность определяют индикатором.
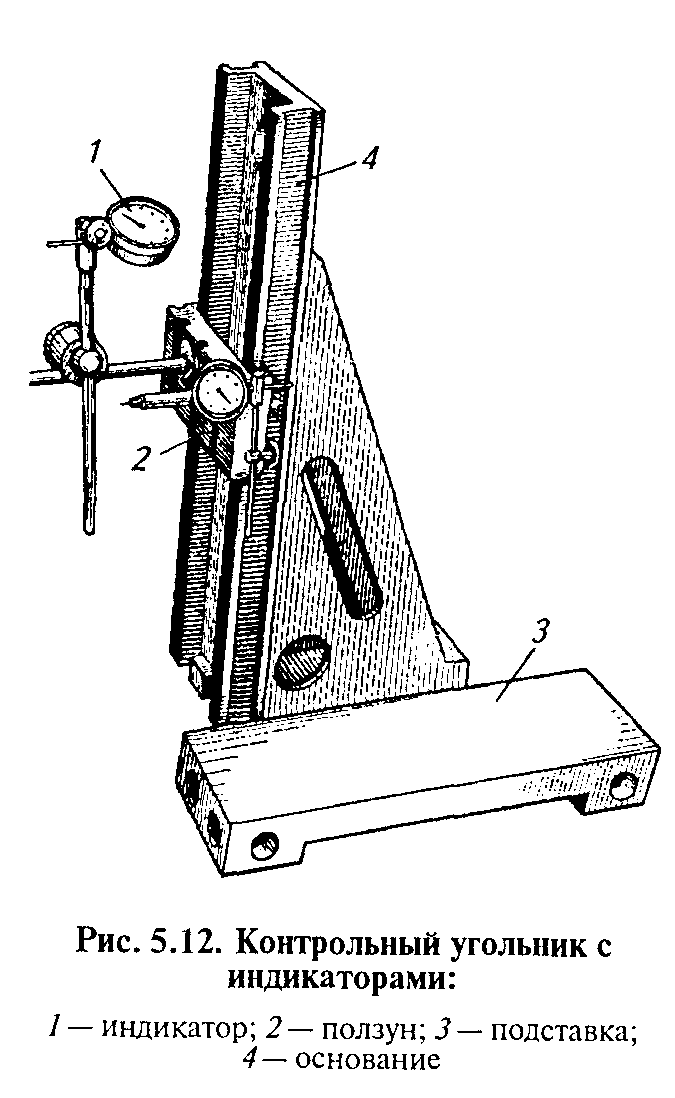
Контрольный угольник с индикаторами. Это устройство служит для проверки взаимной перпендикулярности направляющих каретки, станины и др. Ползун 2 (рис. 5.12) с помощью двух прижимов регулируют так, чтобы его перемещение по направляющим угольника было легким и плавным. Он имеет Т-образные пазы для крепления державки с индикатором, который может быть установлен под любым углом.