

1.4 Технологические схемы производственного процесса
Производственный цикл (рис.2):
Приготовление бетона: а) расчет состава смеси б) дозировка исходных материалов в) перемешивание.
Приготовление арматуры: а) чистка, правка, резка арматуры на заданные размеры б) Сварка сеток (стендовый способ, агрегатно-поточный, конвейерный, кассетный способы) на вибропрокатном стане (гипсобетонные перегородки).
Твердение: а) в автоклаве (рис.3) при влажности 100%, температуре 140-170ОС и давлении 0,8 МПа - 6-8 часов б) в пропарочных камерах при температуре 100ОС, влажности 100% - 8-16 часов в) естественное твердение при температуре 20О С и влажности 90% - 28 суток.
Пост доделки.
Склад готовой продукции.
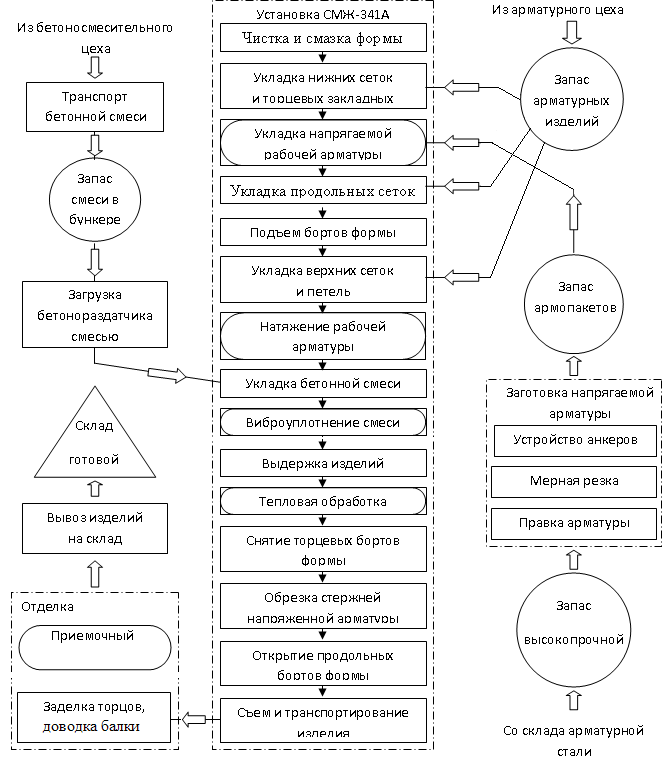
Рисунок 2 Производственный цикл

Рисунок 3. Автоклавы
Изготовление сборных железобетонных конструкций производится в формовочных цехах. Формование является одним из важных процессов технологии, от качества выполнения которого зависят во многом свойства бетона, а также точность геометрических размеров и внешний вид изделий.
Процесс формования железобетонных конструкций включает следующие операции:
– чистка и смазка форм;
– укладка в форму сеток, каркасов, установка фиксаторов и закладных деталей, натяжение арматуры;
– транспортирование бетонной смеси к месту укладки;
– укладка и распределение бетонной смеси в форме;
– уплотнение бетонной смеси методом вибрирования;
– заглаживание открытых поверхностей;
Для ускорения процесса твердения бетона формы со свежеотформованными изделиями помещаются в пропарочные камеры, в которых, в соответствии со специальными графиками, проходят цикл тепловлажной обработки (ТВО).
После окончания цикла ТВО формы с изделиями вынимаются из пропарочных камер, изделия извлекаются из форм и складируются на деревянные прокладки в штабеля (высота штабеля не более 2,5 м).
1.5 Контроль качества строительной продукции
Входной контроль: лабораторные испытания и оценка качественных показателей основных поступающих материалов: щебень, цемент, песок, арматура.
Сравнение с показателями сертификатов качества поставщика на эти материалы. Оформление претензий по качеству поставщику в случае необходимости.
Производственный контроль: осуществляет сменный мастер самостоятельно или с мастером ОТК. Периодически проверяются геометрические размеры металлоформ, ежесменно контролируется качество очистки металлоформ от грязи, тщательность смазки формообразующих поверхностей, армирование, качество бетона, наличие и качество антикоррозийного покрытия закладных деталей.
Готовые изделия проходят в производственных лабораториях приёмочный контроль: определяется прочность бетона на сжатие, замеряют геометрические размеры, оценивается состояние лицевых и других поверхностей в соответствии с требованиями стандартов. На поверхность наносится маркировочная надпись с указанием предприятия изготовителя, марки изделия, даты изготовления и веса изделия. Если контролируемое изделие соответствует требованиям стандартов, то на его поверхность наносится знак «ОТК».
Изделия со знаком «ОТК» вывозятся на склад готовой продукции и реализуются потребителем. На качественную готовую продукцию потребителям выдают паспорта, в которых указываются все основные контролируемые параметры.