

Линейные и угловые параметры дереворежущего инструмента
На данном типе станков используются круглые пилы следующих характеристик и параметров:
Для продольного пиления, ПИЛА 3420-0229 ГОСТ 980-69 с диаметром 500 мм.
Для поперечного пиления, ПИЛА 3421- 0345 ГОСТ 980-69 с диаметром 500 мм.
Для обработки мебельных щитов, ПИЛА 3421- 0455 ГОСТ 9769-69 с диаметром 320 мм.
Порядок подготовки ножей к работе
Подготовка ножей включает их очистку, проверку пригодности их к эксплуатации, устранение выявленных дефектов, заточку и доводку, уравновешивание вращающихся ножей (фрезерных и стружечных).
Новые ножи очищают от антикоррозийной смазки, а бывшие в эксплуатации - от смолы, масел и других загрязнений. Антикоррозийную смазку смывают керосином. Для очистки от загрязнений ножи погружают на 10-15 мин в 10-12% раствор аммиачной воды. При сильном загрязнении ножей клеем и смолами можно применять органические растворители (Уайт-спирит, бензин, скипидар, ацетон и Др.), выдерживая в них ножи в течение 3-4 час. Остатки загрязнений снимают деревянным скребком и протирают ножи насухо ветошью. Пользоваться металлическими скребками или крупнозернистой шлифовальной шкуркой при очистке не следует, так как на поверхности ножа образуются царапины, которые в дальнейшем станут причиной еще большего загрязнения инструмента.
После очистки ножи проверяют на соответствие перечисленным выше техническим требованиям. В первую очередь осматривают визуально и с помощью лупы с увеличением не менее 2,5* для выявления трещин, заусенцев и следов коррозии.
Твердость рабочей части ножа измеряют твердомером по шкале Роквелла. Шероховатость поверхностей ножа контролируют визуальным сравнением с эталонами шероховатости.
Ширину ножа контролируют штангенциркулем в двух плоскостях по краям ножа. Разность результатов измерения (в мм) делят на расстояние между плоскостями измерения ширины (в м). Полученная величина характеризует разноширинность ножа.
Разнотолщинность определяют как разность большего и меньшего результатов измерения толщины ножа микрометром не менее чем в трех точках по длине и по ширине ножа.
Неплоскостность поверхностей и непрямолинейность кромки ножа проверяют с помощью поверочной плиты или линейки набором щупов. Зазор между измеряемой поверхностью и линейкой (в мм), отнесенный к базе измерения (в м), представляет собой нсплоскостность (непрямолинейность) контролируемой поверхности.
При наличии трещин и несоответствии ножей техническим требованиям инструмент возвращают поставщику. Если дефекты возникли в ходе эксплуатации ножей, они могут быть устранены непосредственно на деревообрабатывающем предприятии или в центрах подготовки инструмента.
Характеристика и параметры режущего инструмента
На данном типе станков используются плоские пилы.
Цельные пилы предназначены для продольной распиловки (ГОСТ -980-80).
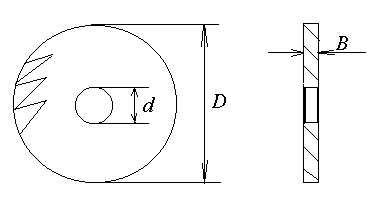
Диск круглой пилы характеризуется внешним диаметром D, диаметр внутреннего отверстия d, и толщина В, мм.
Изготавливается из стали 9ХФ.
Установка круглых пил на станок.
От правильной установки зависит их работа и производительность станка. При установке пил необходимо соблюдать условия:
1). Ось вращения пилы должна совпадать с осью вращения шпинделя;
2). Пила должна быть надежно закреплена на валу станка двумя шайбами и зажимной гайкой (резьба должна быть обратной вращению вала);
3). Для закрепления пил большого диаметра применяют шайбы, которые вставляются в отверстие диска.
Форма поперечного сечения пилы
Эскиз (фото) станка с элементами управления, настройки
и регулировки их наименования
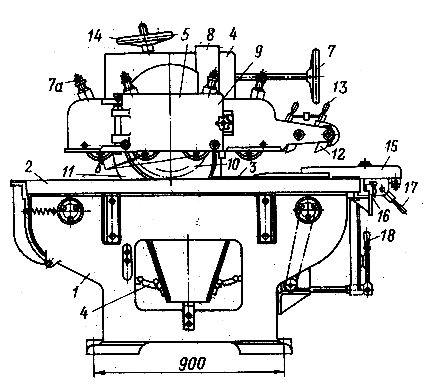
Эскиз станка (рис.2.)
Элементы станка:
1.-чугунная станина;
2.-горизонтальный стол;
3.-плоские рифленые гусеницы подающего конвейера;
4.-вертекальные направляющие стойки;
5.-суппорт;
6.-нажимные вальцы;
7.-махавичек;
8.-патрубок отсоса стружки;
9.-дверка для доступа к пиле и ножу для ухода за ними;
10.-пила;
11.-расклинивающий нож;
12.- тормозные планки;
13.-рукоятка для отключения тормозных планок;
14.-винт с рукояткой;
15.-направляющая линейка;
16.-поперечная балка;
17.-эксцентриковый зажим;
18.-рукоятка управляет скоростью подачи.
Настройка станка производится следующими элементами:
Высота положения прижимных вальцов регулируется вертикальным перемещением суппорта по средством маховичка 7;
пильный диск насажен на специальный моторизованный шпиндель, двигатель которого имеет настроечное вертикальное перемещение по средством винта с рукояткой 14,который после настройки стопорится контргайкой;
рукоятка 18 управляет скоростью подачи.