

3.1 Вибір варіанта фальцювання
При виготовленні форзаців, обкладинок для криття внакидку, накидок, вкладок, 4-сторінкових уклейок, дробових частин, запрошень, листівок використовують симетричне фальцювання в один згин[2,3].
Для 8-сторінкових зошитів – 2-згинне перпендикулярне фальцювання.
Для 16-сторінкових – 3- згинне перпендикулярне фальцювання.
Для 32-сторінкових – 4- згинне перпендикулярне фальцювання.
При виготовленні вклейок, буклетів застосовується зміщене фальцювання. Для видань у палітурці малого, середнього і великого форматів використовують зошити одинарного фальцювання.
Застосування 16-сторінкових зошитів забезпечує високу якість фальцювання й обробки корінця, велику міцність і щільність шиття, стійкість форми корінця і компактність блоку.
Застосування 32-сторінкових зошитів вигідно економічно. Чим більше сторінок у зошиті, тим менше трудомісткість операцій розрізки і фальцювання, комплектування і позошитного шиття, більше коефіцієнт спресованості блоку, вище міцність на вирив зовнішніх аркушів.
У той же час використання 32-сторінкових зошитів знижує якість фальцювання, обрізки, щільність шиття і компактність книги.
Двозгинні 8-сторінкові зошити використовують лише у випадках, коли обсяг видання не укладається в цілу кількість 16- чи 32-сторінкових зошитів.
Фальцювання в три згини забезпечує щільний і компактний блок при товщині паперу 70...100 мкм. При товщині більш 100 мкм необхідно робити просічку аркушів по третьому згину.
Перпендикулярне фальцювання в три згини дає зошит у 16 с. Для отримання зошита в 32 с. після першого згину проводять добірку двох однозгинних аркушів, що далі фальцюються одночасно.
Фальцювання в чотири згини застосовується для паперу товщиною до 70мкм. До перпендикулярного чотирьохзгинного фальцювання прибігають украй рідко, рівнобіжне і комбіноване фальцювання в чотири згини застосовуються лише для фальцювання додаткових елементів. Чотирьохзгинні зошити виходять пухкими, що знижує їхню міцність і довговічність. При подібному фальцюванні необхідно розрізати глухі петлі, введення додаткової операції веде до зниження продуктивності.
Бажано, щоб видання складалося з тонких малообємних зошитів, але чим більше зошитів, тим вище трудомісткість комплектування і шиття. Тому при випуску масових малообємних видань, які комплектують вкладкою, доцільно виготовляти 32-сторінкові зошити.
Для книг обсягом 72...192 с бажано використовувати 16-сторінкові зошити.
Блоки обсягом від 480 с краще комплектувати тільки з 32-сторінкових зошитів. З паперу товщиною до 90 мкм рекомендується виготовляти 32-сторінкові зошити.
Якщо текст віддрукований на крейдованому папері товщиною 90...120мкм, слід використовувати 16-сторінкові зошити, а при більшій товщині – 8-сторінкові.
Для блоків, що скріплюють дротом чи клейовим способом, слід виготовляти тільки 32-сторінкові зошити.
Для видань із тривалим терміном служби, для художніх і відповідальних видань рекомендуються 16-сторінкові зошити.
3.2 Механізоване фальцювання
Фальцювання цілком механізоване і виконується на фальцювальних машинах. Усі фальцмашини підрозділяються на два види: ножові і касетні (рис.3.2).
У касетних фальцмашинах прогин аркуша по місцю фальчику утворюється за допомогою двох подавальних валиків 3 та 6 і касети 4. Валики вводять аркуші в касету до упору %, який установлено на потрібний розмір.
Коли кромка аркуша доходить до упору, валики продовжують обертатися і аркуш згинається в тій частині, що не увійшла до касети. Таким чином утворюється петля. Вона збільшується, а коли опускається униз, її підхоплює валик 3 і протилежним підпруженим валиком.
Зазор між цими валиками регулюють в залежності від товщини паперу. В одній фальцювальній секції встановлюють до десяти касет. Ті касети, що не задіяні у процесі, відключають за допомогою дефлекторів.
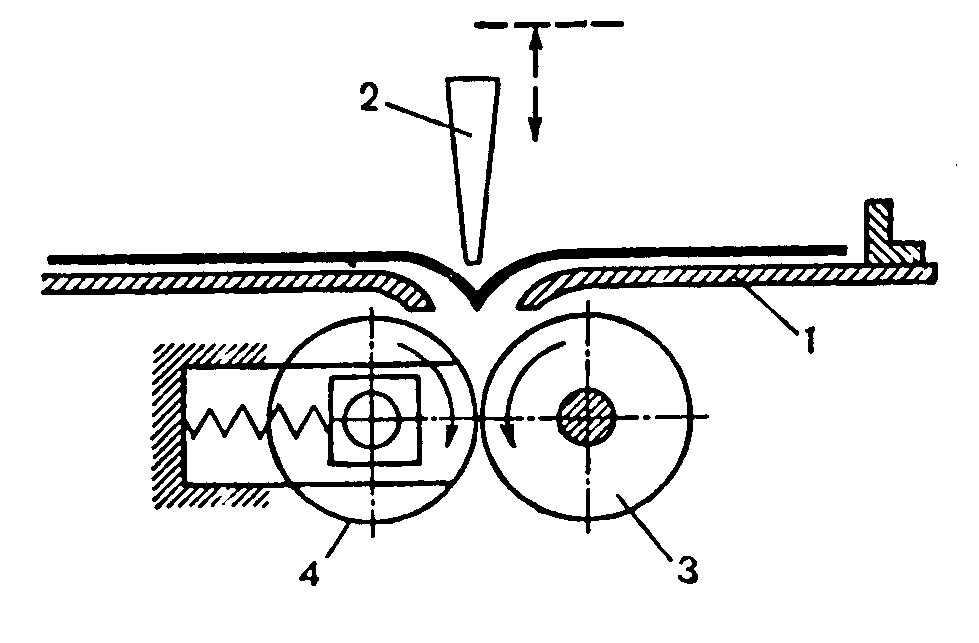
У ножових машинах згин отримують за допомогою двох обертових валиків 3 та 4 і тупого ножа 2. Ніж ударяє по аркушу, який проштовхується між валиками, що обертаються безперервно. Потім валики підхоплюють аркуш і утворюють фальц. Зазор між валиками залежить від товщини паперу. На відміну від касетного фальцювання в ножовій секції знаходиться лише один фальцапарат з ножем. Для кожного наступного фальчику потрібна окрема фальцювальна секція.
Існують також комбіновані машини, у яких використані ножовий і касетний принципи фальцювання. В них перші згини в аркуші проводять в касетній секції, а наступні – в ножових. Такі машини дозволяють підвищити якість багатозгинних зошитів у порівнянні із касетними машинами і вони більш продуктивні, ніж ножові.

а)
б)
а – касетного типу, б – ножового типу
Рисунок 3.2 - Принцип формування фальчиків в машинах
Технологічні характеристики різних типів фальцювальних машин наведено в таблиці 3.4 [2].
Таблиця 3.4 – Порівняльна технологічна характеристика різних типів фальцювальних машин
Технологічні показники |
Технологічна характеристика машин |
||
Ножові машини |
Касетні машини |
Комбіновані машини |
|
Багатоваріантність фальцювання в цілому |
Обмежене. Паралельне фальцювання лише в спеціалізованих машинах |
Широкий вибір варі антів фальцювання в залежності від комплектації ма- шин секціями |
Найбільш висока. Можливі будь-які варіанти |
Підключення секцій різних типів |
Неможливе |
Підключаються |
Підключаються |
Підключення окремого пересувного модуля ножового фальцювання |
Неможливе |
Підключається |
Підключається |
Підключення перфорувальних, бігу вальних та різальних приладів |
Лише на виході |
На вході-виході кожної секції |
На вході-виході кожної касетної секції, і на виході ножової секції |
Формування багатозгинного зошита, скріпленого клейовою плівкою вздовж корінця |
Неможливе |
Можливе при наявності клейового пристрою перед касетною секцією |
Можливе при наявності клейового пристрою перед касетною секцією |
Підключення автомата для шиття зошитів термонитками |
Малоефективне через конструктивні рішення |
Підключається |
Використовується найбільш ефективно для багатоваріантного скріплення зошитів |
Продуктивність залежить від типу фальцювальної машини. Так як в касетній машині ритм аркушів є безперервним, то її швидкість залежить від швидкості подачі аркушів самонакладом.
Тому швидкість подачі аркушів і називають швидкістю роботи фальцювальної машини (м/хв.).
Продуктивність комбінованої машини визначається циклічністю руху ножа останньої фальцювальної секції, яка залежить від часу для гальмування аркуша і від часу рівняння його по упорах.
Швидкість роботи комбінованої машини виражається кількістю циклів рухів ножа в хвилину (цикл./хв.).
Номінальна продуктивність комбінованої машини ПН дорівнює швидкості роботи машини n , яка виражена в циклах за одиницю часу.
Номінальна продуктивність касетної машини розраховується [2] за формулою:
 ,
,
де ПН – номінальна продуктивність касетної машини, зош./хв.;
VA – швидкість подачі аркушив з самонакладу, м/хв.;
L - довжина аркуша, м;
δ – відстань між аркушами, м;
КРИ – кількість різальних інструментів.
Розрахунки кількості устаткування, необхідного для виконання фальцювання проводять за формулою[5]:
![]() ,
,
де q – число частин аркуша після розрізки;
N – розрахункова кількість машин даного типу;
b – періодичність видання;
T – наклад видання, тис. прим.;
n – годинна норма виробки машини в натуральних одиницях;
Fоб – річний фонд часу роботи машини при однозмінному режимі
(2069 год.);
m – змінність роботи устаткування.
Для розрахунків потреби устаткування використовують норми часу і виробки, поправочні коефіцієнти та нормативи, наведені в таблицях 3.5...3.13.
Таблиця 3.5 – Норми часу і виробки на фальцювання аркушів на ножових фальцювальних машинах (одиниця об'єму – 1000 зошитів)
Номер норми |
Вид роботи |
Кількість циклів в хв. |
Норма часу, хв. |
Норма виробки, од./год. |
|
Фальцювання зошитів середнього і великого форматів: |
|
|
|
1 |
В три згини |
60 |
19,5 |
3,08 |
2 |
-- |
63 |
18,6 |
3,23 |
3 |
-- |
70 |
16,7 |
3,59 |
4 |
В чотири згини |
60 |
19,8 |
3,03 |
5 |
-- |
63 |
18,9 |
3,17 |
6 |
-- |
70 |
17,0 |
3,53 |
Таблиця 3.6 – Поправочні коефіцієнти до норм часу
Вид роботи |
Номер норми |
Поправочний коефіцієнт |
Фальцювання аркушів віддрукованих: |
|
|
у три згини без перфорації |
1-3 |
0,98 |
на папері масою 1м2 більш 90 м |
1-6 |
1,05 |
на крейдованому папері |
1-6 |
1,03 |
накладом до 2000 прим. |
1-6 |
1,20 |
Таблиця 3.7 – Норми часу на додаткові роботи
Вид роботи |
Норма часу, хв. |
Перехід: |
|
з аркуша на аркуш або з замовлення на замовлення без зміни параметрів фальцювання |
5 |
на інший формат без зміни кількості згинів чи з 4- на 3-згинне фальцювання |
20 |
з замовлення на замовлення зі зміною параметрів фальцювання або з 3- на 4-згинне фальцювання без зміни щільності папера |
45 |
те ж зі зміною щільності паперу |
50 |
Зміна одного ножа |
20 |
Таблиця 3.8 – Норми часу і виробку на фальцювання аркушів на касетних фальцювальних машинах (одиниця об'єму – 1000 зошитів)
Номер норми |
Довжина аркуша, см |
Кількість циклів у хв. |
Норма часу, хв. |
Норма виробки, од/год. |
Кількість циклів у хв. |
Норма часу, хв. |
Норма виробки, од/год. |
1 |
До 50 |
157 |
7,5 |
8,00 |
179 |
6,6 |
9,09 |
2 |
60 |
130 |
9,1 |
6,59 |
143 |
8,2 |
7,32 |
3 |
70 |
108 |
10,9 |
5,50 |
123 |
9,6 |
6,25 |
4 |
85 |
88 |
13,4 |
4,48 |
100 |
11,8 |
5,08 |
5 |
90 |
83 |
14,2 |
4,23 |
94 |
12,5 |
4,80 |
6 |
95 |
79 |
14,9 |
4,03 |
89 |
13,2 |
4,55 |
7 |
100 |
75 |
15,7 |
3,82 |
85 |
13,9 |
4,32 |
8 |
105 |
71 |
16,6 |
3,61 |
81 |
14,5 |
4,14 |
9 |
110 |
68 |
17,3 |
3,47 |
77 |
15,3 |
3,92 |
10 |
115 |
66 |
17,8 |
3,37 |
74 |
15,9 |
3,77 |
11 |
120 |
62 |
19,0 |
3,16 |
70 |
16,8 |
3,57 |
Таблиця 3.9 – Поправочні коефіцієнти до норм часу
Вид роботи |
Поправочний коефіцієнт |
Фальцювання: |
|
комбіноване |
1,40 |
з одночасною розрізкою у машині |
1,05 |
малоформатної продукції |
0,80 |
аркушів, віддрукованих на папері масою 1м2 більш 90 г |
1,05 |
аркушів, віддрукованих на крейдованому папері |
1,03 |
накладу до 2000 прим. |
1,20 |
Таблиця 3.10 – Норми часу на додаткові роботи
Вид роботи |
Норма часу, хв. |
Перехід: |
|
з аркуша на аркуш або з замовлення на замовлення без зміни параметрів фальцювання |
5 |
на інший формат без зміни кількості згинів |
20 |
на інший формат зі зміною кількості згинів |
45 |
Норматив часу на обслуговування робочого місця – 45 хв., на відпочинок і особисті потреби – 15 хв.
Таблиця 3.11 – Норми часу і виробки на фальцювання аркушів на касетно-ножових фальцювальних машинах (одиниця об'єму – 1000 зошитів)
Но- мер нор- ми |
Вид роботи |
Кількість виконувачів |
|||||
1 |
2 |
||||||
Кількість циклів у хв. |
Норма часу, хв. |
Норма виробки, од./год. |
Кількість циклів у хв. |
Норма часу, хв. |
Норма виробки, од./год. |
||
Фальцювання зошитів великого і середнього форматів: |
|||||||
1 |
В один згин |
110 |
10,4 |
5,77 |
- |
- |
- |
2 |
В два-три згини |
67 |
17,4 |
3,45 |
95 |
12,2 |
4,92 |
Таблиця 3.12 – Поправочні коефіцієнти до норм часу
Вид роботи |
Поправочний коефіцієнт |
Фальцювання: |
|
аркушів, віддрукованих на папері масою 1м2 більш 90 г |
1,05 |
аркушів, віддрукованих на крейдованому папері |
1,03 |
накладу до 2000 прим. |
1,20 |
Таблиця 3.13 – Норми часу на додаткові роботи
Вид роботи |
Норма часу, хв. |
Перехід: |
|
з аркуша на аркуш або з замовлення на замовлення без зміни параметрів фальцювання |
4 |
на інший формат без зміни кількості згинів |
25 |
на інший формат зі зміною кількості згинів |
50 |
Норматив часу на обслуговування робочого місця при роботі на ножових фальцювальних машинах:
-43 хв. (фальцювання в 3 згини);
-49 хв. (фальцювання в 4 згини);
-на відпочинок і особисті потреби – 15 хв.
Нормативи часу на обслуговування робочого місця при роботі на касетних машинах: 35 хв. – для 1-згинного фальцювання; 41 хв. – для 2- згинного; 39 хв. – для 3- згинного. На відпочинок і особисті потреби – 15 хв.