

Производство серной кислоты
Рис.4.4. Схема производства серной кислоты из серы по методу ДК. 1 –серная печь, 2 –котел-утилизатор, 3 –экономайзер, 4 –пусковаятопка, 5, 6 –теплообменники пусковой топки, 7 –контактный аппарат, 8 – теплообменники, 9 –сушильная башня, 10, 11 – первый и второй моногидратные абсорберы, 12 –сборники кислоты, 13 –выхлопная труба.
Серу подают в печь 1, пропуская через плавитель, где она плавится. Также в печь 1 подают воздух, осушаемый в сушильной башне 9, орошаемой 93% серной кислотой. Воздух предварительно нагревается в теплообменниках-8.2, 8.3. Из печи 1 газ (SO2) поступает в котел- утилизатор 2, где охлаждается до 4400С и направляется в контактный аппарат 7. Воздух нагревается в топке 4, в теплообменниках 5 и 6 и направляется в контактный аппарат. В контактном аппарате размещены пять слоев катализатора. Для реализации линии оптимальных температур газ после каждого слоя катализатора необходимо охладить. С этой целью предусмотрена система теплообменников 8. Таким образом, газовая смесь (SO2 и воздух) после первого слоя катализатора направляется в теплообменник 8.1, затем на второй слой катализатора. После второго слоя газ охлаждается в теплообменнике 8.4 и поступает на третий слой катализатора. После третьего слоя газ, пройдя теплообменники 8.5, 8.2, 8.3, направляется в первый моногидратный абсорбер 10, который орошается 98,3% серной кислотой. После первого моногидратного абсорбера газ поступает на четвертый слой катализатора в контактном аппарате, предварительно пройдя теплообменники 8.3, 8.2 и 8.5. После четвертого слоя вводят дополнительно воздух для охлаждения и интенсификации процесса. После четвертого слоя газ поступает на пятый слой, выходит из контактного аппарата и направляется для подогрева воды в экономайзер 3 и уже оттуда попадает во второй моногидратный абсорбер 11, где происходит окончательное поглощение триоксида серы. Выхлопные газы отводятся из второго моногидратного абсорбера через выхлопную трубу 13. Товарная серная кислота – 92,5% постоянно выводится из сушильной башни 9. Важнейшими тенденциями развития производства серной кислоты являются: повышение концентрации SO3 в технологических газах, циклическая система производства, разработка низко-температурных катализаторов, использование теплоты реакций на всех стадиях для выработки водяного пара.

Производство этилового спирта
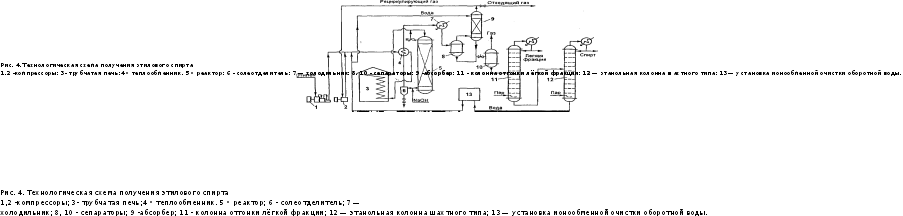 Свежий
и оборотный этилен сжимают в компрессорах
1,2 до 0,8Мпа, смешиваются с водяным паром,
подогреваются в теплообменнике 4 теплом
отходящей от реактора смеси и перегреваются
в трубчатой печи 3 до 275 оС, после чего
подаются в реактор-гидрататор 5. Перед
входом в реактор в поток вбрызгивается
фосфорная кислота для подпитки
катализатора, что продлевает срок его
службы.
Реактор представляет собой полую колонну
высотой Юм и диаметром 1,5м, работающую
в режиме идеального вытеснения. Для
исключения влияния коррозии от фосфорной
кислоты изнутри он выложен листами
красной
меди.
Реакционные газы содержат пары унесенной
фосфорной кислоты, которая нейтрализуется
гидроксидом натрия, а образующиеся соли
выделяются в солеотделителе 6. Унос
фосфорной кислоты составляет 0,4 - 0,5
т/час с 1 мЗ катализатора. Теплота
отходящих реакционных газов регенерируется
в теплообменнике 4 для нагрева входящей
смеси. В холодильнике 7 происходит
конденсация продуктов реакции, а в
сепараторе 8 разделяются жидкие и газовые
потоки. Вода, как менее летучий компонент,
конденсируется с большей полнотой.
Поэтому для дополнительного выделения
спирта производится его отмывка водой
в
абсорбере
9.
Непрореагировавший
газ,
содержащий
90
-
92% этилена, рециркулируют компрессором
2, а часть его сбрасывают, чтобы избежать
накопления примесей в системе. Отдувка
составляет примерно 20% от введенного
этилена и направляется на установку
газоразделения для выделения этилена.
Водный конденсат после сепаратора 8 и
жидкость из абсорбера 9 дросселируют
(сбрасывают давление), в результате чего
выделяются растворенные газы, отделяемые
в сепараторе низкого давления 10 и
направляемые в топливную
линию.
Жидкая фаза из сепаратора 10 представляет
собой 15% - ный водный раствор этанола,
содержащий примеси диэтилового эфира,
ацетальдегида и низкомолекулярных
полимеров этилена. Этот раствор подвергают
ректификации в ректификационных колоннах
11 и 12. В первой отгоняют наиболее летучий
диэтиловый эфир и ацетальдегид, а во
второй - этиловый спирт в виде азеотропной
смеси, содержащей 95% этанола и 5% воды.
Обогрев колонны осуществляется острым
паром. В кубе колонны 12 остается вода,
которую очищают от соли в ионообменной
установке 13 и возвращают на гидратацию,
организуя замкнутый цикл по технологической
воде. Это позволяет значительно снизить
расход свежей воды, исключить сброс
отработанной
воды
в
стоки
и
сократить
потери
этанола.
При необходимости получения безводного
спирта этанол — ректификат направляют
в дегидрататор. Расход этилена на
производство 1 т этилового спирта
составляет 0,7 т (теоретический расходный
коэффициент 0,61 т этилена). В структуре
себестоимости спирта 30% приходится на
стоимость
сырья.
Свежий
и оборотный этилен сжимают в компрессорах
1,2 до 0,8Мпа, смешиваются с водяным паром,
подогреваются в теплообменнике 4 теплом
отходящей от реактора смеси и перегреваются
в трубчатой печи 3 до 275 оС, после чего
подаются в реактор-гидрататор 5. Перед
входом в реактор в поток вбрызгивается
фосфорная кислота для подпитки
катализатора, что продлевает срок его
службы.
Реактор представляет собой полую колонну
высотой Юм и диаметром 1,5м, работающую
в режиме идеального вытеснения. Для
исключения влияния коррозии от фосфорной
кислоты изнутри он выложен листами
красной
меди.
Реакционные газы содержат пары унесенной
фосфорной кислоты, которая нейтрализуется
гидроксидом натрия, а образующиеся соли
выделяются в солеотделителе 6. Унос
фосфорной кислоты составляет 0,4 - 0,5
т/час с 1 мЗ катализатора. Теплота
отходящих реакционных газов регенерируется
в теплообменнике 4 для нагрева входящей
смеси. В холодильнике 7 происходит
конденсация продуктов реакции, а в
сепараторе 8 разделяются жидкие и газовые
потоки. Вода, как менее летучий компонент,
конденсируется с большей полнотой.
Поэтому для дополнительного выделения
спирта производится его отмывка водой
в
абсорбере
9.
Непрореагировавший
газ,
содержащий
90
-
92% этилена, рециркулируют компрессором
2, а часть его сбрасывают, чтобы избежать
накопления примесей в системе. Отдувка
составляет примерно 20% от введенного
этилена и направляется на установку
газоразделения для выделения этилена.
Водный конденсат после сепаратора 8 и
жидкость из абсорбера 9 дросселируют
(сбрасывают давление), в результате чего
выделяются растворенные газы, отделяемые
в сепараторе низкого давления 10 и
направляемые в топливную
линию.
Жидкая фаза из сепаратора 10 представляет
собой 15% - ный водный раствор этанола,
содержащий примеси диэтилового эфира,
ацетальдегида и низкомолекулярных
полимеров этилена. Этот раствор подвергают
ректификации в ректификационных колоннах
11 и 12. В первой отгоняют наиболее летучий
диэтиловый эфир и ацетальдегид, а во
второй - этиловый спирт в виде азеотропной
смеси, содержащей 95% этанола и 5% воды.
Обогрев колонны осуществляется острым
паром. В кубе колонны 12 остается вода,
которую очищают от соли в ионообменной
установке 13 и возвращают на гидратацию,
организуя замкнутый цикл по технологической
воде. Это позволяет значительно снизить
расход свежей воды, исключить сброс
отработанной
воды
в
стоки
и
сократить
потери
этанола.
При необходимости получения безводного
спирта этанол — ректификат направляют
в дегидрататор. Расход этилена на
производство 1 т этилового спирта
составляет 0,7 т (теоретический расходный
коэффициент 0,61 т этилена). В структуре
себестоимости спирта 30% приходится на
стоимость
сырья.