

2. Технологический раздел.
2.1 Характеристика типа производства.
Среднесерийное производство.
.
Муфта - деталь мелких размеров.
Масса детали 15,5 кг.
- Годовая программа выпуска - 1000 шт
- Количество деталей в партии
n=![]()
N – годовая программа выпуска, шт
а – кол-во дней, на которые необходимо иметь запас заготовок на складе. Принимаем 5 дней.
253 – число рабочих дней в году.
n=
=![]() =20
шт.
=20
шт.
2.2 Расчёт и технико-экономическое обоснование заготовки в 2-х вариантах.
Для изготовления детали муфта в данном курсовом проекте будет рассмотрено два способа получения заготовки – «прокат» и «горячая штамповка в закрытых штампах».
Сравнив эти два варианта, будет выбран наиболее оптимальный.
1) Рассмотрим 1 метод получения - "прокат".
Прокат ГОСТ 2590-88
Расчёт размеров.
Определим диаметр заготовки: Др= Дн + 2z, где:
Др - расчетный диаметр с учетом припусков на обработку, мм.
Z - припуск на обработку, мм;
Дн - номинальный диаметр обрабатываемой поверхности, мм.
Др= Дн + 2z = 255+2*1,2=258 мм
Принимаем 260 мм
Определим общую длину заготовки:
Lз = Lд + 2Zподр., где:
Lз - общая длина заготовки, мм
Lд - минимальная длина детали по рабочему чертежу, мм
Zподр. - припуск на подрезку торцевых поверхностей, мм
Lз = Lд + 2Zподр. = 135 + 2*1,5 =138 мм
Принимаем 140 мм.
По расчетам данным заготовки выбираем необходимый размер горячекатанного проката обычной точности по ГОСТ 2590-88. (рис.1.)
Круг 260-В-ГОСТ 2590-88.
40Х ГОСТ 4543-71
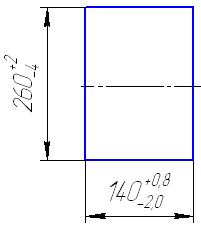
Рис.1 Горячекатаный прокат обычной точности по ГОСТ 2590-88
 -
Определим объем заготовки:
-
Определим объем заготовки:
Vз=![]()
где:
Vз - объем заготовки, м3
Дзп - диаметр заготовки по плюсовым допуском, м
Lз - длина заготовки с плюсовым допуском, м
Vз=![]()
-Определим массу прокатной заготовки:
Gз.п. = r*Vз,
где:
Gз.п. - масса прокатной заготовки, кг
r - плотность материала, кг/м3
Gз. п. = 0,008*7820 = 62,5 кг
Коэффициент использования материала:
Kим =![]()
- Определяем стоимость заготовки.
Сзаг.=См./1000*G-(G-g)*Cстр/1000
где
См – стоимость 1 тонны материала заготовки
Сстр. – цена 1 тонны стружки
g-масса заготовки
Сзаг.=35000./1000*62,5-(62,5-15,5)*27000/1000=918,5 руб
 2)
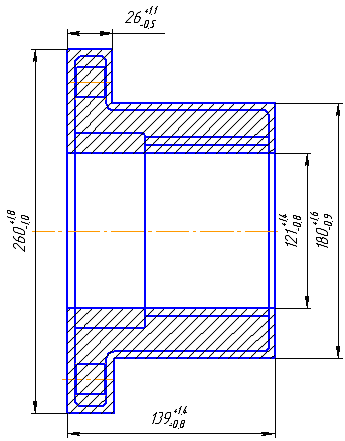
Рассмотрим 2 метод получения - "Горячая
штамповка в закрытых штампах".
2)
Рассмотрим 2 метод получения - "Горячая
штамповка в закрытых штампах".
Оборудование ГКМ.
- М2 - сталь с массовой долей углерода свыше 0,35% до 0,65% и суммарной массовой долей легирующих элементов свыше 2% до 5%.
- Степень сложности С4 устанавливается для поковок с тонкими элементами, например в виде фланца, диска, кольца.
- Штамповка на кривошипных горячештамповочных прессах в закрытых штампах соответствует четвертому классу точности Т4
Полученные данные:
Масса 15,5 кг, М-2, С-4, Т-4
выбираем исходный индекс №11.
Основные размеры и припуски по ГОСТ 7505-89:
Размер детали по чертежу
|
Допуск на размер заготовки |
Припуск на обработку (на сторону)
|
Расчёт размера заготовки
|
Размер заготовки с припуском
|
Ø 255
|
2.8 +1.8 -1.0 |
Z1=2.0 |
D1=255+2*2.0 |
260 +1.8 -1.0 |
Ø 175
|
2.5 +1.6 -0.9 |
Z2=2.0 |
D2=175+2*2.0 |
180 +1.6 -0.9 |
Ø 125
|
2.2 +1.4 -0.8 |
Z3=1.9 |
D3=125-2*1.9 |
121 +1.4 -0.8 |
22
|
1.6 +1.1 -0.5 |
Z1=1.6 |
L1=22+2*1.6 |
26 +1.1 -0.5 |
135
|
2.2 +1.4 -0.8 |
Z2=1.9 |
L2=135+2*1.9 |
139 +1.4 -0.8 |
 Ориентировочную
величину расчетной массы поковки Мпр
допускается вычислять по формуле
(исходя из ГОСТа 7505-89):
Ориентировочную
величину расчетной массы поковки Мпр
допускается вычислять по формуле
(исходя из ГОСТа 7505-89):
Мпр=МдКр =15,5*1,4=21,7 (кг), где:
Мпр масса поковки (кг),
Мд - масса детали (кг),
Кр - расчетный коэффициент.
Коэффициент использования материала:
Кисп= Мд /Мп. =15,5/21,7=0,72
Определяем стоимость заготовки.
Сзаг.=См./1000*G-(G-g)*Cстр/1000
где
См – стоимость 1 тонны материала заготовки
Сстр. – цена 1 тонны стружки
g-масса заготовки
Сзаг.=35000./1000*21,7-(21,7-15,5)*27000/1000=592,1руб
Вывод: На основании проведенного расчета, можно сделать вывод о том, что наиболее целесообразно (по использованию материала), будет использовать заготовку, полученную методом горячей объемной штамповки.