

Державки для квадратных резцов
Державки (рис.112) крепятся к суппортам также как и державки для круглых резцов. В передней части корпуса державки 1 имеется вырез, в который входит ось резцедержателя 2. Вырез в корпусе обеспечивает быст-рую смену резцов. Резец в резцедержателе крепится двумя болтами 3. Хвостовик резцедержателя опирается на верхний конец сектора 4, который свободно сидит на оси 5. Во второй конец сектора 4 упирается регулиро-вочный винт 6. Регулировку резца по центру детали выполняют с по-мощью гайки 7, болта 6 и сектора 4. Кроме того, на корпусе резцедержа-теля переднего суппорта имеются отверстия с резьбой для крепления крон-штейна с копировальной линейкой. Сечение квадратных резцов 12 х 12.мм
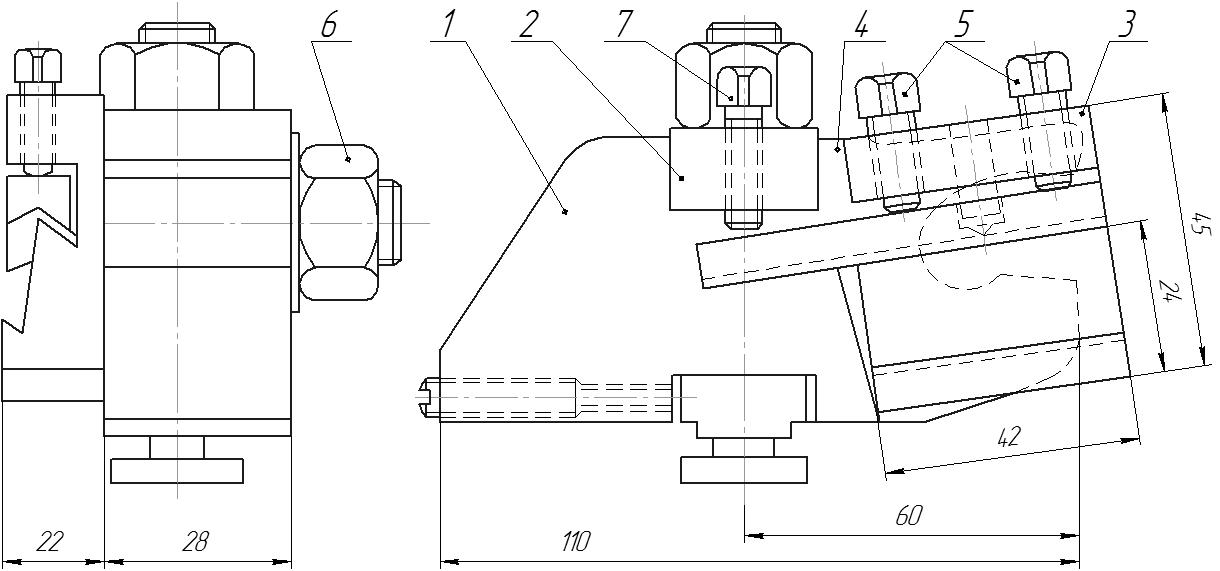
Рис. 113. Резцедержатель к заднему суппорту для отрезных резцов
Резцедержатель к заднему суппорту для отрезных резцов
Резцедержатель к заднему суппорту для отрезки детали (рис. 113) состоит из корпуса 1, в передней части которого имеется сквозной вырез для оси резцедержателя. На верхней части корпуса имеется вырез, в который вставлена планка 2. Эта планка вместе с корпусом крепится болтом к суппорту. На конце планки 2 ввернут винт для регулирования резца по центру детали. Державка для резца 3 имеет вырез в форме ласточкина хвоста. Верхняя планка державки плавающая.
Вставленный резец прижимается через планку 4 двумя винтами 5 . Для регулирования резца по центру освобождают гайку 6, вывертывают регулировочный винт 7 и прижимают к нему задний конец планки 4. Затем поворачивая винт 7, подвигают режущую кромку резца к центру детали. После этого затягивают гайку 6.
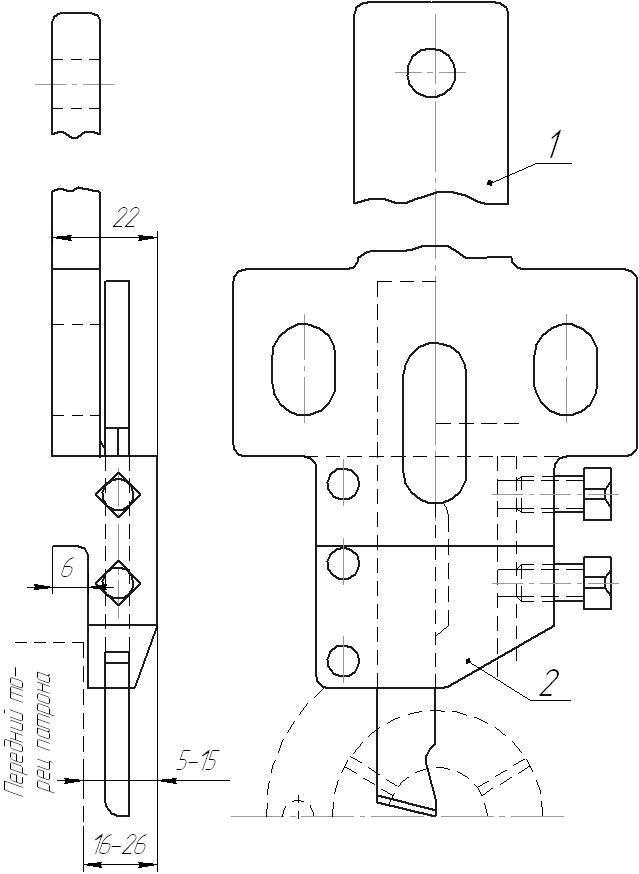
Рис. 116. Резцедержатель для поперечного верхнего суппорта.
Резцедержатель для поперечного верхнего суппорта.
Резцедержатель предназначен для обточки за буртиком и конуса с малым уклоном, приведен на рис. 116.
Режущий инструмент.
Для обработки на автоматах применяется различные режущие инструменты и предназначенные для работы на автоматах.
Проходные резцы представляют собой квадратный брусок из быстрорежущей стали или из углеродистой стали с пластинами из твердого сплава. Размеры брусков 12 х 12 х 80 мм. В автоматах применяются проходные резцы двух типов радиальные и тангенциальные.
У радиальных резцов заточка переднего угла производится на плоскости резца, а заднего угла на торце резца.
У тангенциального резца заточка переднего угла на торце резца, а заднего угла на плоскости резца.
Проходные резцы устанавливаются несколько выше центра детали, чтобы исключить, при отводе резца, появление на обработанной поверхности, спиральной риски.
Применяют резцы и с твердосплавными пластинами.
Отрезные резцы бывают пластинчатые, круглые и комбинированные.
Пластинчатые резцы затачиваются так, чтобы режущая кромка была скошена на 3 - 4°.Вершина должна быть обращена к торцу детали для того, чтобы при отрезке на детали не остались заусенцы. Остальные углы как у обычных резцов. Размеры брусков = 6 х 14 мм, толщина резца = 6 мм. Применяют плоские резцы по ГОСТ 188774 - 73
Круглые отрезные резцы удобны тем, что при их переточке требуется заточить только передний угол, что уменьшает время на подналадку станка.
Комбинированные резцы – это круглые резцы, которыми при отрезке одновременно обтачивают фаски или другие простые профили на торце детали.
Фасонные резцы бывают круглыми и призматическими. Круглые применяют чаще чем призматические, так как изготовление круглых более проще. Применяются для одновременной обработки нескольких поверхностей Размеры фасонных резцов Ф = 68 мм, а ширина резца равна ширине обрабатываемой поверхности. Заточка профиля по шаблону с обеспечением переднего угла.
Центровые сверла применяются для центровки. При центровке возможны совмещения с операциями обточки.
Сверла. Для сверления применяют нормальные левые спиральные сверла. Для глубоких сверлений сверло не должно входить глубже чем 2,5 диаметра. После этого сверло должно быть выведено из отверстия для удаления стружки и частичного охлаждения сверла, затем идет продолжение сверления. Применяются сверла по ГОСТ 10902 – 77.
Зенкеры и развертки. Для рассверливания обычных, ступенчатых, конических или фасонных отверстий применяют зенкеры. Зенкеры бывают с прямым или косым зубом. Зенкеры с прямым зубом применяют в основном для обработки детали из латуни, а с косым зубом (10 - 15°) для деталей из стали. Для применения более чистой и точной обработки применяют развертки. Припуск под обработку разверткой - Ф = 10 – 20 мм
равен 0,1 – 0,2 мм - для стали и 0,15 – 0,25 мм для латуни. Зенкеры по ГОСТ 12489 – 71, развертки по ГОСТ 1672 - 80
Инструмент для нарезки резьбы и накатки. Для нарезания наружной резьбы применяют плашки до – М 22 мм ГОСТ 9740 -71. Для внутренней резьбы метчики до - М10 мм ГОСТ 3266 – 81. Для накатки применяют ролики Ф = 20 мм и шириной 6 мм.