

4.2.2.Метод напыления
Этот метод заключается в одновременном нанесении с помощью волокнорезки и пульверизаторов установки на поверхность формы рубленного стекловолокна и связующего с последующим их уплотнением.
При применении данного метода ручные операции раскроя стекломатериалов и укладки его на поверхность формы исключены, а операции нанесения связующего и стеклоармирующего материала механизированы. Этим обеспечивается повышение производительности труда и снижение стоимости изделий из стеклопластика по сравнению с изделиями, изготовленными контактным методом.
Метод напыления являясь высокопроизводительным, обладает следующими недостатками: прочностные характеристики напыленного стеклопластика ниже, чем аналогичные характеристики стеклопластика, полученного контактным методом; затруднен контроль толщины пластика при формовании; повышено содержание вредных веществ при производстве работ.
Данный метод имеет широкое применение при изготовлении корпусов шлюпок, катеров, а также судовых конструкций, к которым не предъявляются высокие прочностные требования.
Ниже перечисленны основные этапы проведения работ по формованию стеклопластиковых конструкций методом напыления.
Подготовка исходного материала и напылительной установки. Подготовка стеклонаполнителя (ровинга) заключается в его сушке в бобинах при условиях, определяемых технологическим процессом. Связующее приготовляют отдельно с укорителем и инициатором.
83
Обе композиции связующего (одну с ускорителем, другую с инициатором) загружаются в соответствующие баки напылительной установки. Бобины со стекложгутами устанавливают с подводом каждого жгута через шланги и фильеры к волокнорезке.
Проверяют работу волокнорезки. Длина волокон для изготовления стеклопластиковых конструкций методом напыления должна быть 35-50 мм.
С помощью регулятора давления отлаживают подачу воздуха и связующего, регулируя фокусировку потоков связующего и рубленного волокна, так чтобы все три потока сходились в одной точке на поверхности формы.
Нанесение разделительного слоя. Осуществляется так же как и в методе контактного формования.
Нанесение декоративного слоя. Регулировкой подачи воздуха распыле-ние связующего доводят почти до туманообразования. Оба потока распыленного связующего, смешиваемые на лету, направляют на форму, при выключенной волокнорезке, равномерно по всей форме от ДП к бортам.
Декоративный слой наносят в два приема с интервалом в 30-40 мин., необходимым для желатинизации. Общая толщина декоративного слоя примерно 1 мм.
Формование. После желатинизации декоративного слоя производят напыление нового слоя связующего. При этом давление воздуха регулируется так, чтобы потоки связующего разбивались на мелкие капли. Распыление до туманообразования снижает качество стеклопластика.
Включают волокнорезку, режут стекложгут и наносят его равномерно на всю поверхность формы вдоль изделия (рис.4.13). Непосредственно за напылением нанесенный рубленый стекложгут тщательно прикатывают войлочными валиками (рис.4.14). Толщина первого слоя должна быть около 1 мм. После небольшой выдержки, необходимой для желатинизации и закрепления первого слоя, таким же образом производят дальнейшее
84
формование изделия – нанесением слоя за слоем. Толщина одного формуемого слоя должна быть не более 10 мм на горизонтальных поверхностях и 2 мм – на вертикальных.
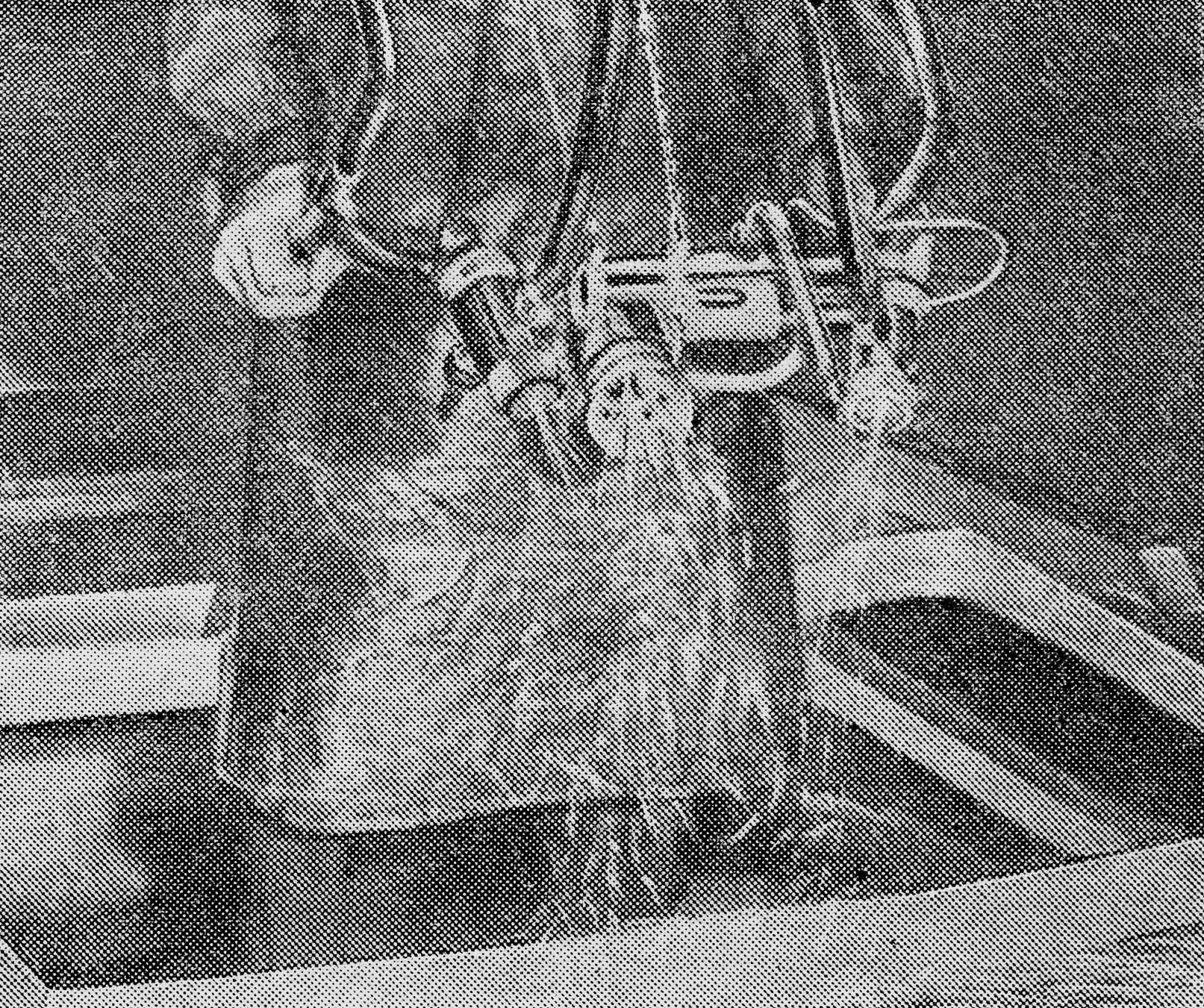
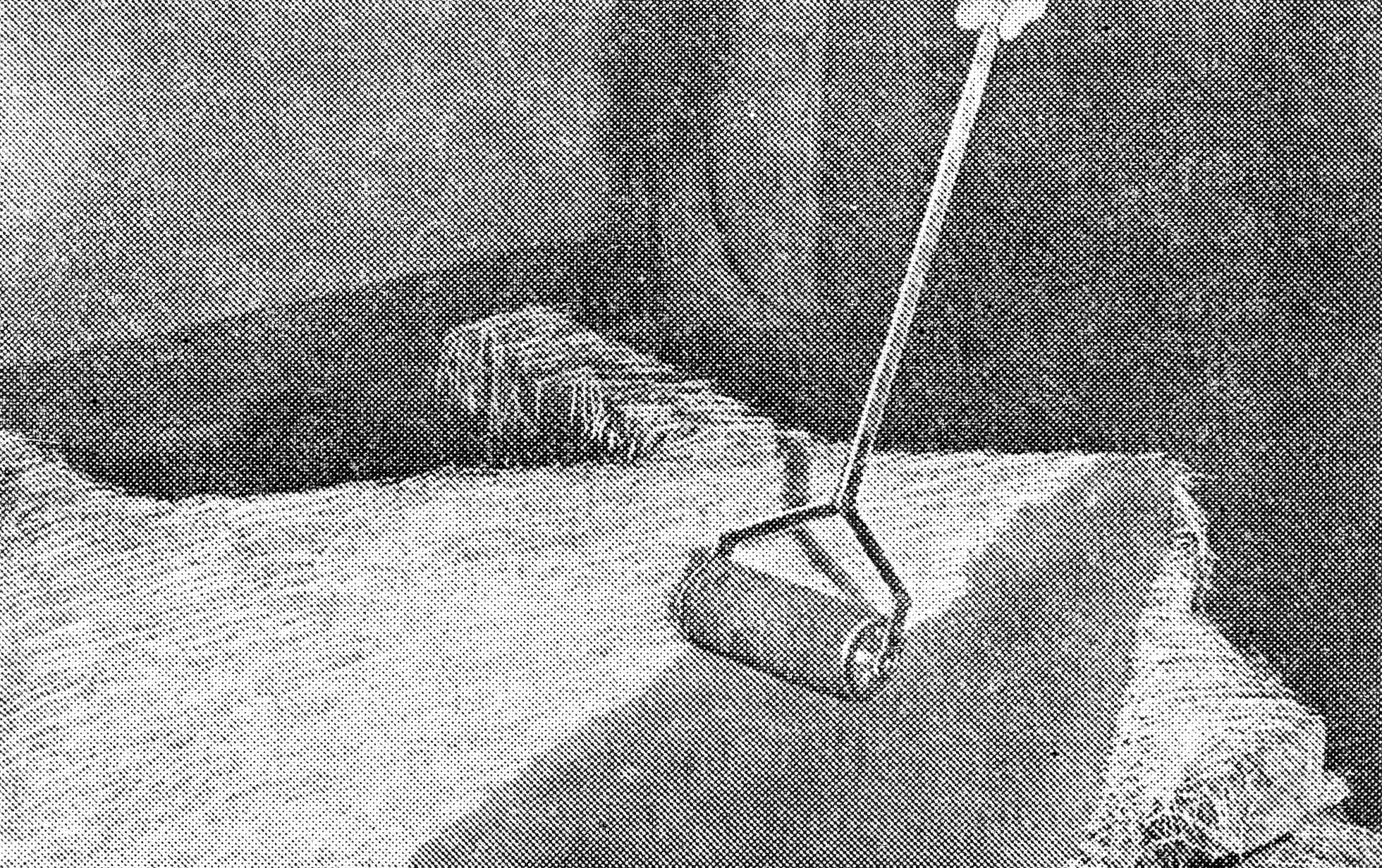
Рис.4.13. Напыление
рубленного стекловолокна
Рис.4.14. Прикатка
напыленного стекловолокна
Для контроля общей заданной толщины формуемового стеклопластика на декоративный слой смолы устанавливают фиксаторы (вехи) толщины – пластинки стеклопластика размером 5 × 5 мм с заданной толщиной. Фиксаторы расставляют с учетом кривизны поверхности по мере формования на расстоянии 0,5-1,0 м друг от друга. Они служат ориентиром толщины при формовании и оставляются заформованными в изделии.
В процессе работы форму поворачивают таким образом, чтобы формование осуществлялся в горизонтальном или наклонном положении. Весь процесс формования до требуемой толщины производится без перерывов.
Все прочие условия должны быть такими же, как и при контактном формовании.