

6. Структура технологических операций
Производительность технологических операций в значительной степени зависит от их структур, определяемых количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно- или многоместная обработка), количеством инструментов, используемых при выполнении операций (одно- или многоинструментальная обработка), и последовательностью использования инструментов при выполнении операции. Последовательное вступление инструментов в работу или последовательное расположение нескольких заготовок в приспособлении по направлению движения подачи характеризует структуру операции с последовательной обработкой. При параллельном расположении обрабатываемых заготовок в приспособлении (т. е. при их расположении перпендикулярно к направлению движения подачи) и при одновременной обработке нескольких поверхностей одной или нескольких заготовок формируется структура операции с параллельной обработкой. При многоместной обработке заготовок, расположенных в приспособлении в несколько рядов вдоль и поперек движения подачи, операция характеризуется как операция с параллельно-последовательной обработкой.
Путем различного сочетания перечисленных признаков возможны построения различных схем обработки [2, 6].
На рис. 6.1 показаны примеры одноместной обработки: а одноинструментальная последовательная обточка ступенчатого вала; б последовательная обработка несколькими инструментами сверление и зенкерование отверстия; в параллельная многоинструментальная обработка сверление и одновременно наружное точение; г параллельно-последовательная обработка выполнение фрезерно-центровальной операции в две позиции: на 1-й позиции одновременное фрезерование двух торцов, на 2-й позиции одновременное центрование торцов.
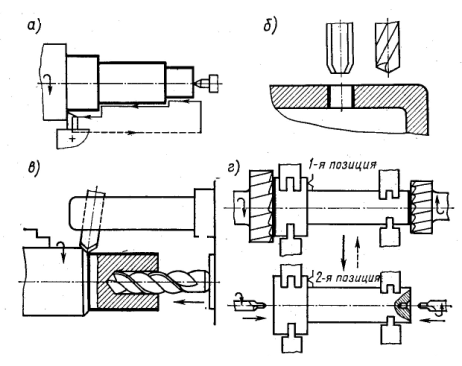
Рис. 6.1. Схемы одноместной обработки
На рис. 6.2 показаны примеры многоместной обработки.
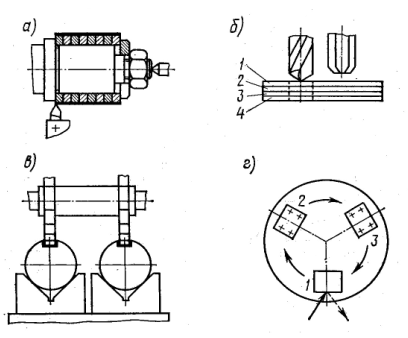
Рис. 6.2. Схемы многоместной обработки
На рисунке обозначено: а – одноинструментная последовательная обработка – точение комплекта колец; б – многоинструментная последовательная обработка – сверление, а затем зенкерование отверстий в комплекте из четырех заготовок; в – многоинструментальная параллельная обработка – одновременное фрезерование пазов в двух заготовках; г многоинструментальная параллельно-последовательная обработка на токарном многошпиндельном полуавтомате с круглым поворотным столом: 1-я позиция загрузка и съем объекта обработки; 2-я позиция одновременное сверление четырех отверстий; 3-я позиция одновременное зенкерование этих отверстий. В последнем случае для выполнения перехода на 2-й и 3-й позициях применяют самостоятельные силовые головки с индивидуальным приводом для обеспечения вращения инструмента и подачи. При использовании такого станка вспомогательное время затрачивается на поворот стола в следующую позицию и на подвод и отвод инструментальных головок.
Выбор определенной схемы построения операции в значительной мере зависит от программы выпуска и размеров детали. При единичном производстве деталей любых размеров наиболее рациональной будет одноместная одноинструментальная последовательная обработка, а при серийном и массовом производстве некрупных деталей многоместная многоинструментальная параллельная или параллельно-последовательная обработка.