

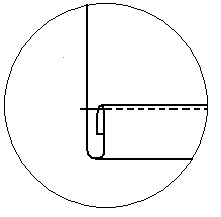
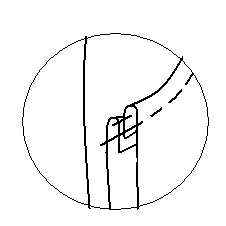
4.1. Технический рисунок изделия
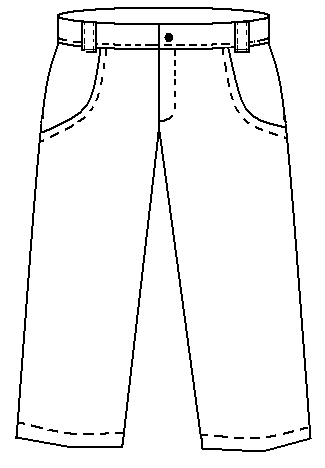
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
29 |
4.2. Последовательность и технические условия на изготовление брюк
№ п/п |
Наименование операции |
Технические условия |
1 |
Проверка деталей кроя |
Комплектация:
прокладка: 4. пояс – 1 деталь. |
2 |
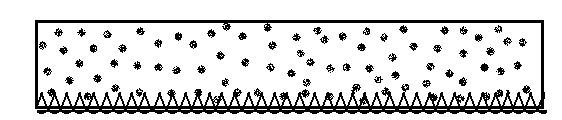
Влажно - тепловая обработка деталей |
Проутюжить детали и продублировать пояс с изнаночной стороны, затем заутюжить пояс вдоль пополам лицевой стороной вверх и оттянуть срезы и сутюжить по сгибу. Температура нагрева утюга 140оС |
3. |
Обработать срез кармана |
Обтачать срез подкладкой ширина шва 7 мм |
4. |
Закрепить вход в карман |
Проложить строчку с лицевой стороны . Ширина шва 5 мм |
5. |
Соединить боковую часть передней половинки брюк с подкладкой кармана |
Соединить со стороны подкладки на стачивающее- обмёточной машине. Ширина шва 12мм. |
6. |
Закрепить карман |
Поставить закрепку по боковому верхнему срезу . Ширина шва 7мм. |
7. |
Обработать срезы деталей |
Обметать боковые и шаговые срезы передней и задней половиной по лицевой стороне |
8. |
Соединить шаговые срезы |
Стачать ширина шва 10-12 мм. по передней половинке |
9. |
Влажно - тепловая обработка шва |
Разутюжить шов, температура нагрева утюга 140оС |
10. |
Соединить средние срезы |
Стачать ширина шва 10-12 мм. двойной машинной строчкой, начиная с задней половинки |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
30 |
№ п/п |
Наименование операции |
Технические условия |
11. |
Влажно - тепловая обработка |
Заутюжить шов, температура нагрева утюга 140оС |
12. |
Соединить боковые срезы |
Стачать ширина шва 10-12 мм. по передней половинке. |
13. |
Влажно - тепловая обработка |
Разутюжить шов, температура нагрева утюга 140оС |
14. |
Соединить молнию изделием |
|
15. |
Влажно - тепловая обработка |
Приутюжить молнию с изнаночной стороны |
16. |
Соединить пояс с изделием |
Притачать пояс к изнаночной стороне брюк по поясу. Ширина шва 7-9 мм. |
17. |
Обработать концы пояса |
Обтачать концы пояса со стороны передней половинки строчка является продолжением линии застёжки, а со стороны задней половинки, оставляя припуск на застёжку длиной 30 мм. |
18. |
Влажно - тепловая обработка |
Вывернуть концы пояса и приутюжить. Температура нагрева утюга 140оС |
19. |
Закрепить пояс |
Настрочить пояс шириной шва 1-2 мм., так чтобы с изнаночной стороны изделия строчка прошла в шов притачивания пояса или на 1-2 мм. от неё |
20. |
Обработать петлю |
Обметать петлю по лицевой стороне пояса со стороны передней половинки |
21. |
Закрепить пуговицу |
Пришить пуговицу в две нитки, выполняя 4-5 проколов |
22. |
Окончательная влажно - тепловая обработка |
Приутюжить брюки с лицевой стороны. Температура нагрева утюга 140оС |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
31 |
4.3.Инструкционно-технологическая карта
по теме:
«Обработка верхнего среза брюк
притачным поясом»
Наименование операции |
технические условия |
Используемое оборудование, инструменты и приспособления |
Возможные дефекты и способы их устранения |
1. Проверка деталей кроя |
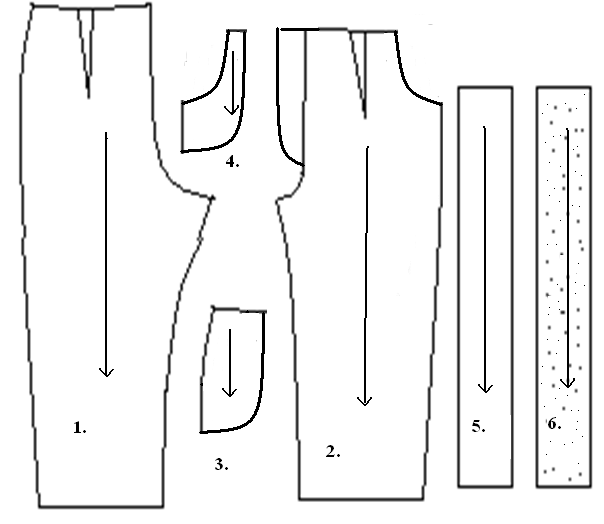
I. Комплектация. 1. Задняя половинка брюк – 2 детали 2. Передняя половинка брюк – 2 детали. 3. Боковая часть передней половинки брюк -2 детали. 4. Подкладка кармана-2 детали. 5. Пояс – 1 деталь 6. Пояс из прокладочного материала – 1 деталь II. Направление нити основы. III. Дефекты текстиля Для обработки верхнего среза брюк необходимо стачать на деталях вытачки, боковые и средние срезы, обработать застёжку с тесьмой – молнией в левом боковом шве |
Лекало, ножницы, портновский мел, булавки |
1. Направление нити основы не соответствует техническим условиям -выкроить новую деталь. 2. Детали кроя не соответствуют размерам лекал: -выкроить новую деталь. 3. Наличие текстильных дефектов: -выкроить новую деталь 4. не симметрия верхнего среза - переделать вытачки или сутюжить срез. |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
32 |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
33 |
Наименование операции |
технические условия |
Используемое оборудование, инструменты и приспособления |
Возможные дефекты и способы их устранения |
2. влажно - тепловая обработка |
Продублировать пояс, заутюжить вдоль пополам лицевой стороной вверх, заутюжить срез на изнаночную сторону на 8 - 10 мм. и придать поясу форму, для этого оттягивают срезы пояса и сутюживают его по сгибу. Температура нагрева утюга 140оС. |
Утюг Утюжильный стол Проутюжильник |
- пропарить 2. Грязь - застирать
- удалить клеевую прокладку продублировать заново
- удалить клеевую прокладку продублировать заново
- уравнять срезы и приутюжэить |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
34 |
Наименование операции |
Технические условия |
Используемое оборудование, инструменты и приспособления |
Возможные дефекты и способы их устранения |
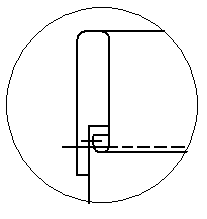
3. Соединить пояс с верхним срезом юбки |
Пояс накладывают на изнаночную сторону брюк лицевой стороной вниз, уравнивают срезы , совмещают контрольные точки, выпускают концы пояса и притачивают шириной шва 7 мм. со стороны пояса. |
Машина 8332 класса фирмы «Текстима» |
1. Разная ширина шва - распороть и притачать заново 2. Не совмещение срезов - распороть и притачать заново, уравнивая срезы 3. Не симметрия швов, вытачек - распороть и притачать заново, совмещая контрольные точки |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
35 |
Наименование операции |
Технические условия |
Используемое оборудование, инструменты и приспособления |
Возможные дефекты и способы их устранения |
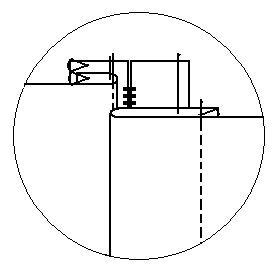
4. Обработать концы пояса |
Конец пояса со стороны передней половинки перегибают на изнаночную сторону по линии середины и обтачивают так, чтобы строчка была продолжением линии застёжки. Конец пояса со стороны задней половинки перегибают на изнаночную сторону по линии середины, уравнивают срезы и обтачивают шириной шва 7 мм. Длина припуска под застёжку 20-30 мм. |
Машина 8332 класса фирмы «Текстима» |
1. Не совмещение срезов - распороть и обтачать заново 2. Не соблюдение технических условий - распороть и обтачать заново, соблюдая технические условия 3. Разная ширина концов пояса - распороть и обтачать заново, соблюдая технические условия |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
36 |
Наименование операции |
технические условия |
Используемое оборудование, инструменты и приспособления |
Возможные дефекты и способы их устранения |
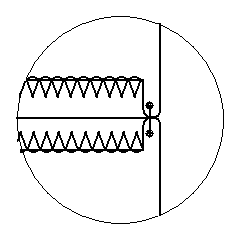
5. Закрепить пояс |
Заутюженным краем пояса перекрывают шов притачивания на 1-2 мм. и настрачивают шириной шва 1-2 мм. так, чтобы с изнаночной стороны сторочка прошла в шов притачивания или на 1-2 мм. от него по изделию. |
Машина 8332 класса фирмы «Текстима» |
1. Не совмещение срезов - распороть и обтачать заново 2. Не соблюдение технических условий - распороть и обтачать заново, соблюдая технические условия 3. Разная ширина концов пояса - распороть и обтачать заново, соблюдая технические условия |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
37 |
Наименование операции |
технические условия |
Используемое оборудование, инструменты и приспособления |
Возможные дефекты и способы их устранения |
6. Влажно - тепловая обработка |
Пояс приутюживают с лицевой стороны через влажный проутюжильник. |
Утюг Утюжильный стол Проутюжильник |
1.Ласы - пропарить 2. Грязь - застирать 3. Опал - перекроить детали и обработать заново 4. Замины - проутюжить |
Письменная экзаменационная работа по теме: «Технологический процесс изготовление брюк без подкладки» |
Лист |
|
38 |