

2.3. Предварительный выбор способов изготовления поковки
Способы изготовления поковки выбираются в зависимости от массы и габаритов, материала поковки и типа производства. Выбираем способами изготовления поковки штамповку в закрытых штампах и штамповку в открытых штампах.
Таблица 9
Характеристики способов изготовления поковки.
Способ изготовления поковки |
Материал |
Масса поковки, кг |
Тип производства, объем рентабельной партии |
Область применения |
Штамповка в закрытых штампах |
Стали и цветные сплавы |
До 100, в основном до 15 |
Все серийные типы производства, массовое производство |
Поковки простой формы преимущественно в виде тел вращения. |
Штамповка в открытых штампах |
Стали и цветные сплавы |
До 8000, в основном до 50–100 |
Все серийные типы производства, массовое производство |
Поковки сложной формы без боковых углублений |
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остаётся закрытой. Образование облоя не предусмотрено. При штамповке в закрытых штампах необходимо строго соблюдать равенство объёмов заготовки и поковки, иначе при недостатке металла не заполнятся все углы полости штампа, а при избытке размер поковки будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность. Существенное преимущество штамповки в закрытых штампах – уменьшение расхода металла, поскольку нет отхода металла в облой.
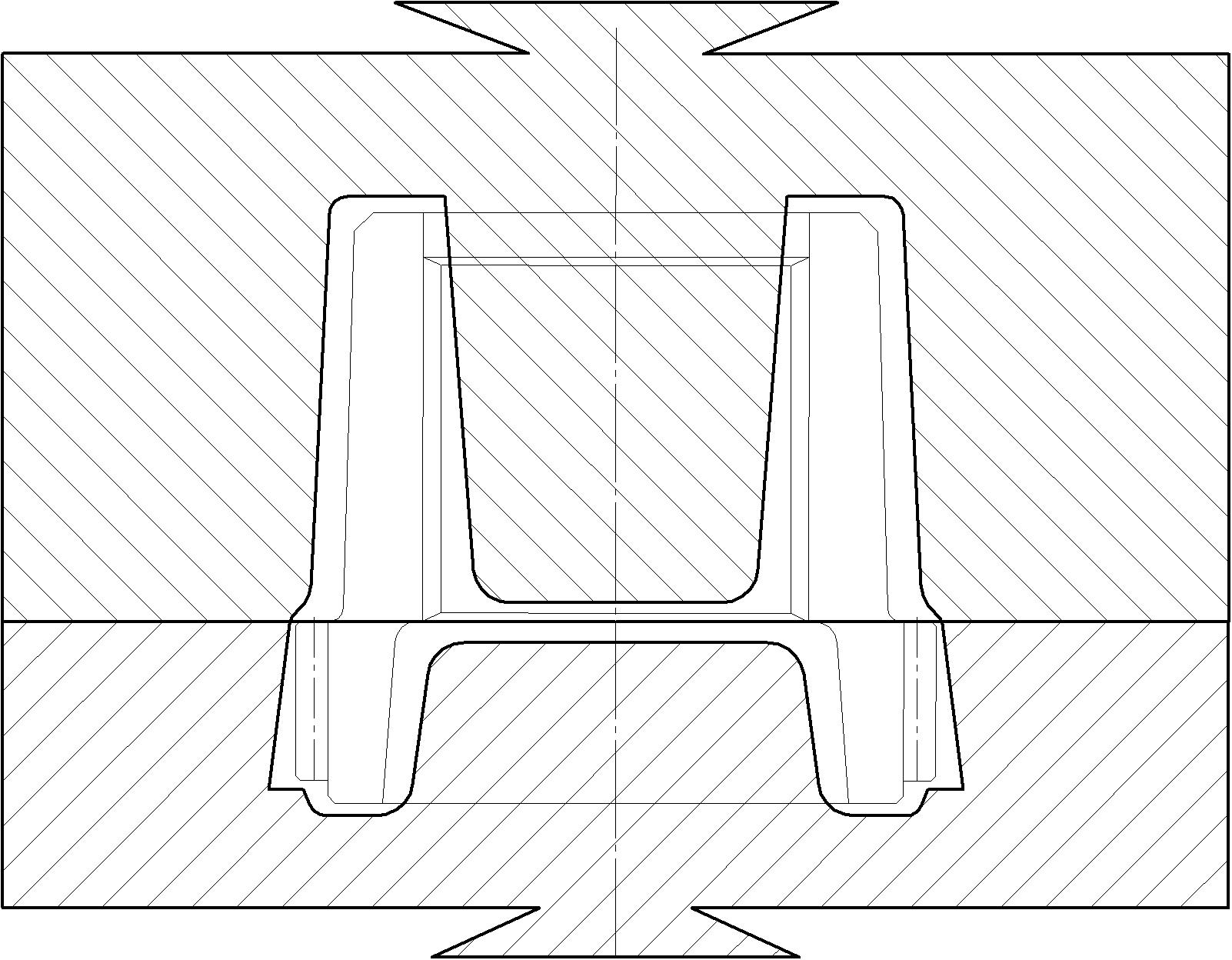
Рис. 13 Штамповка в закрытых штампах
Поковки, полученные в закрытых штампах, имеют более благоприятную структуру, т.к. волокна обтекают контур поковки, а не перерезаются в месте выхода металла в облой.
Штамповка
в открытых штампах рис.12 характеризуется
переменным зазором между подвижной и
неподвижной частями штампа. В этот зазор
вытекает часть металла - облой, который
закрывает выход из полости штампа и
заставляет остальной металл целиком
заполнить всю полость. В конечный  момент
деформирования в облой выжимаются
излишки металла, находящиеся в полости,
что позволяет не предъявлять высоких
требований к точности заготовок по
массе. Облой затем обрезается в специальных
штампах. Штамповкой в открытых штампах
можно получать поковки практически
всех типов.
момент
деформирования в облой выжимаются
излишки металла, находящиеся в полости,
что позволяет не предъявлять высоких
требований к точности заготовок по
массе. Облой затем обрезается в специальных
штампах. Штамповкой в открытых штампах
можно получать поковки практически
всех типов.
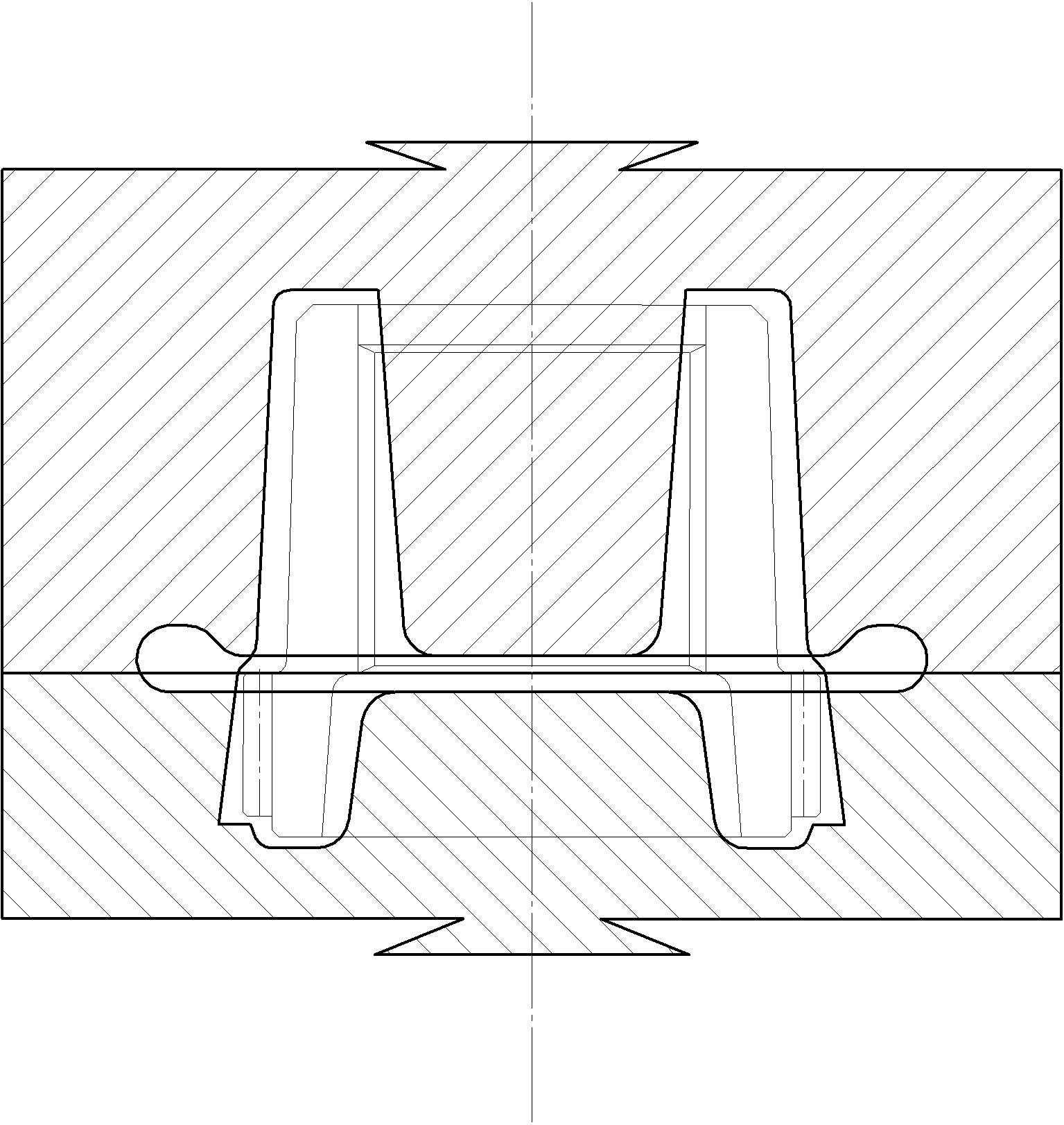
Рис. 14 Штамповка в открытых штампах
2.4. Технико-экономическое обоснование выбора способа изготовления поковки
Технико-экономические расчёты произведены по методичке [1] и показаны в таблице №1
 Таблица
10
Таблица
10
Поковка в открытых штампах |
Поковка в закрытых штампах |
|
|
||
|
= 7,5 кг |
|
где
|
||
Тзаг=75,04 ч/т |
Тзаг=72,12 ч/т |
|
|
||
|
=80,5 ед/т |
|
|
||
|
=269,5 ед/т |
|
|
||
|
=92,15 ед/т |
|
Продолжение табл.10 |
||
|
||
|
=361,65 ед |
|
|
||
|
=0,75 гк |
|
|
||
Мстр=0,2 т |
Мстр=0,1 т |
|
|
||
|
=230 ед |
|
|
||
|
=900 ед |
|
|
||
|
=310 ед |
|
|
||
|
Продолжение табл.10 |
|
|
mис.заг=10,71 кг |
|
|
||
mотх=7,31 кг |
mотх=3,96 кг |
|
|
||
Мотх=0,52 т |
Мотх=0,37 т |
|
|
||
Сотх=15,6 ед |
Сотх=11,09 ед |
|
|
||
СП=2329,79 ед |
СП= 1790,56 ед |
|
 ,
где
,
где –
массы
детали, кг;
–
массы
детали, кг;
 –
коэффициент использования металла
на четвертом переделе
–
коэффициент использования металла
на четвертом переделе =
8,45 кг
=
8,45 кг ,
где
,
где –
соответственно трудоемкость данной
и базовой заготовки;
–
соответственно трудоемкость данной
и базовой заготовки;
 –
масса соответственно данной и базовой
заготовки
–
масса соответственно данной и базовой
заготовки ,
где
,
где –
технологическая
себестоимость базовой заготовки
–
технологическая
себестоимость базовой заготовки =80,5
ед/т
=80,5
ед/т
 =269,5
ед/т
=269,5
ед/т
 =95,89
ед/т
=95,89
ед/т Технологическая
себестоимость
Технологическая
себестоимость
 =365,39
ед
=365,39
ед
 =1,7
кг
=1,7
кг
 ,
где
,
где –
себестоимость
механической обработки базовой
заготовки
–
себестоимость
механической обработки базовой
заготовки =460
ед
=460
ед ,
где
,
где –
капиталовложения
на стадии получения заготовки по
базовому варианту
–
капиталовложения
на стадии получения заготовки по
базовому варианту =900
ед
=900
ед ,
где
,
где –
капиталовложения
на механическую обработку
–
капиталовложения
на механическую обработку =620
ед
=620
ед ,
где
,
где – коэффициент
использования металла на третьем
(заготовительном) переделе
– коэффициент
использования металла на третьем
(заготовительном) переделе mис.заг=14,06
кг
mис.заг=14,06
кг


Исходя из технико-экономических расчетов, получаем, что целесообразнее производить поковки штамповкой в закрытых штампах.