

1.9. Расчет массы отливки и определение коэффициента использования металла
Массу детали рис.10 можно найти по следующей формуле:
 ,
,
где
 - плотность материала, из которого
изготовлена деталь.
- плотность материала, из которого
изготовлена деталь.
 Объём
и массу детали определим в программе
КОМПАС 3D
– V13
через МЦХ тел вращения.
Объём
и массу детали определим в программе
КОМПАС 3D
– V13
через МЦХ тел вращения.
Расчет МЦХ детали
Площадь S = 49391,807054 мм2
Объем V = 179812,148583 мм3
Материал СЧ25 ГОСТ 1412-85
Плотность Ro = 0.0072 кг/мм3
Масса M = 1,3 кг
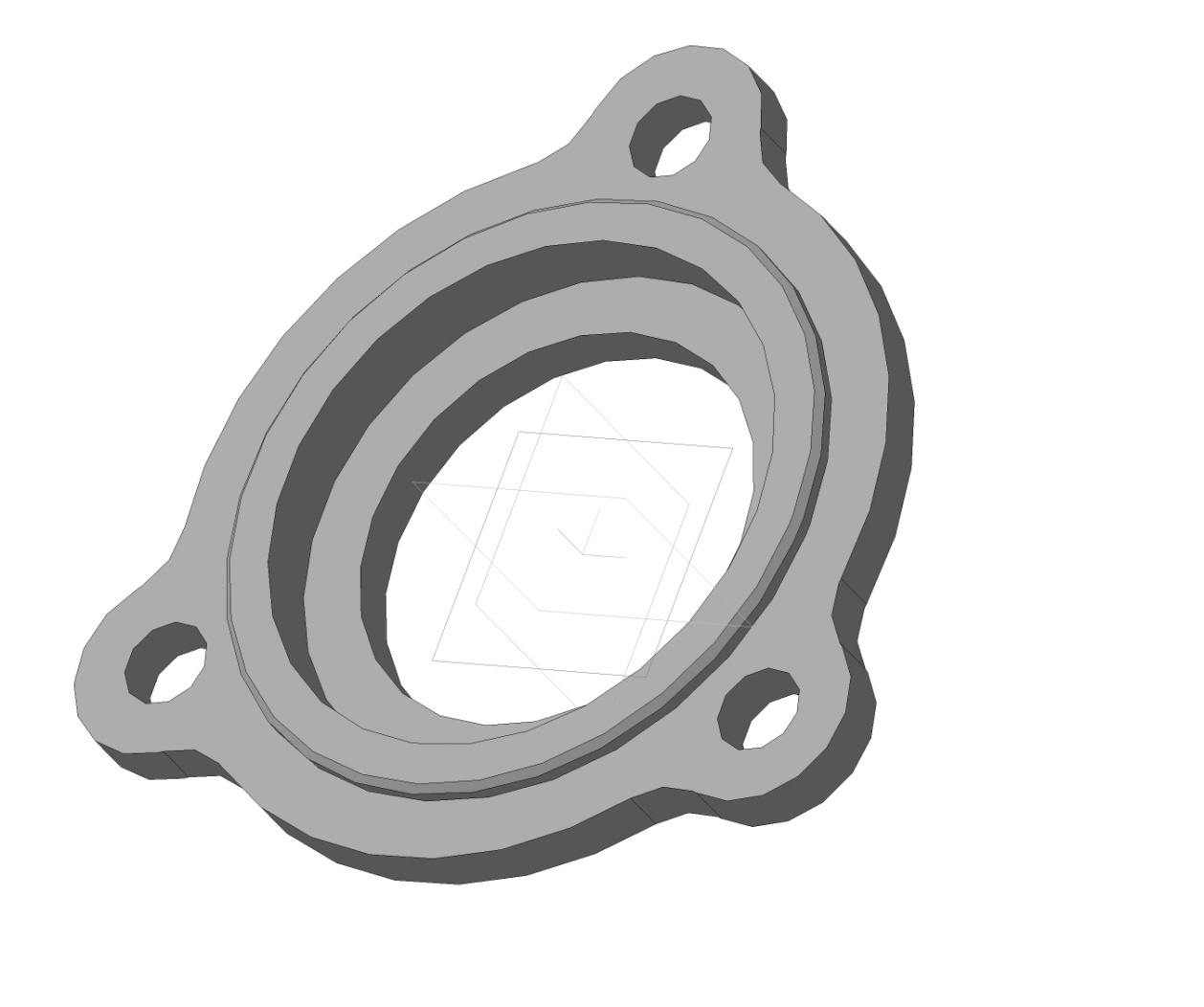
Рис.10. Крышка
Расчет МЦХ отливки:
Площадь S = 58289,879789 мм2
Объем V = 300974,634157мм3
Материал СЧ25 ГОСТ 1412-85
Плотность Ro = 0,0072кг/мм3
Масса M = 1,63 кг
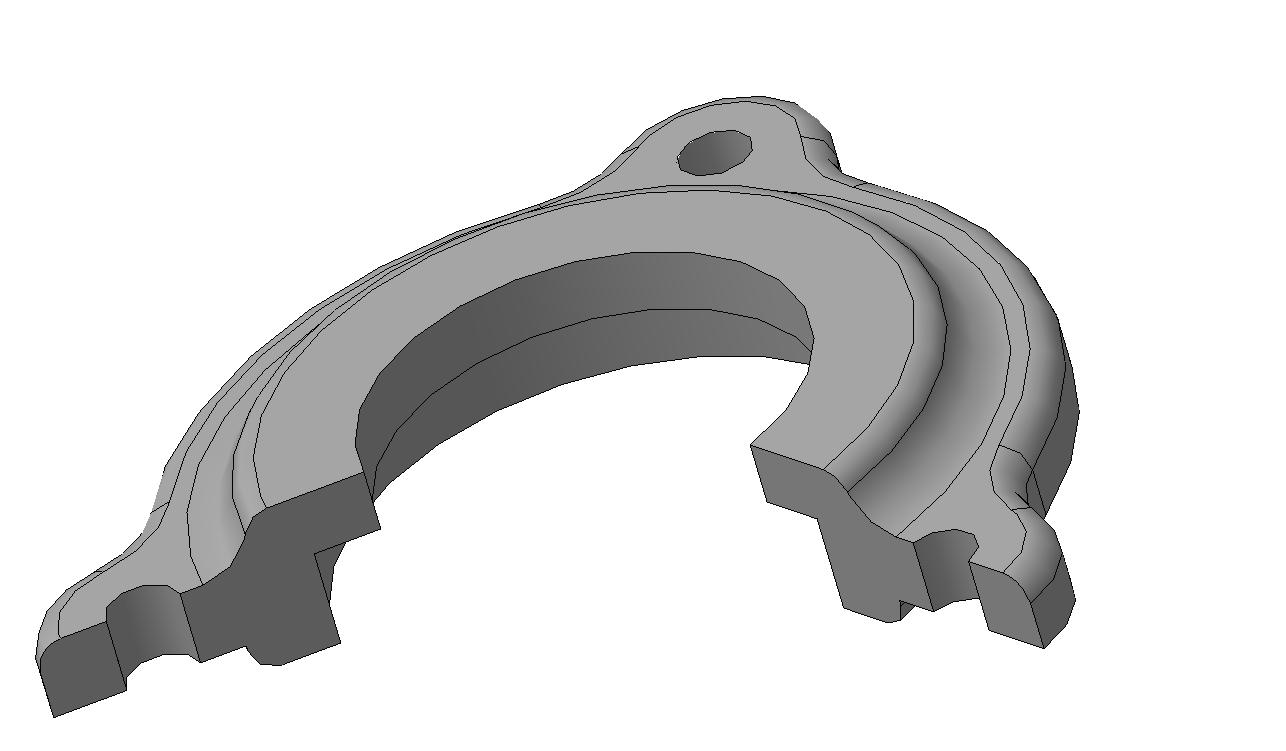
Рис.11 Отливка крышки
Коэффициент использования металла
1.10. Назначение технических требований
1. Твёрдость 143…255 НВ.
2. Временное сопротивление σв = 250 МПа.
3. Содержание химических элементов: C = 3,3 – 3,5%, Si = 1,4 – 2,4%, Mn = 0,7 – 1% .
4. Допуск на смещение отливки ±0,6мм.
 5.
Неуказанные литейные радиусы: наружные
R5мм,
внутренние r10мм.
5.
Неуказанные литейные радиусы: наружные
R5мм,
внутренние r10мм.
6. Допускаемое отклонение массы ±4%.
7. Отливки должны быть освобождены от стержней, очищены от формовочной смеси и пригара, прибыли и питатели – удалены.
8. Заливы, ужимы и наросты должны быть зачищены.
9. Класс размерной точности отливки – 8.
10. Степень коробления элементов отливки – 7.
11. Степень точности поверхностей отливки – 10.
12. Ряд припусков на обработку отливки – 3.
13. Точность отливки 8 – 7 – 4 – 7 См 0,6 ГОСТ 26645 – 85
Проектирование штампованой заготовки
2.1. Анализ служебного назначения детали
Стаканы служат для крепления, фиксации деталей, а так же для передачи движения в механизме при помощи трения, Обладают высоким коэффициентом трения. Задействованы в механизмах, детали которых рботают в условиях трения и скольжения. Должны обладать высокой прочностью, жаропрочностью.
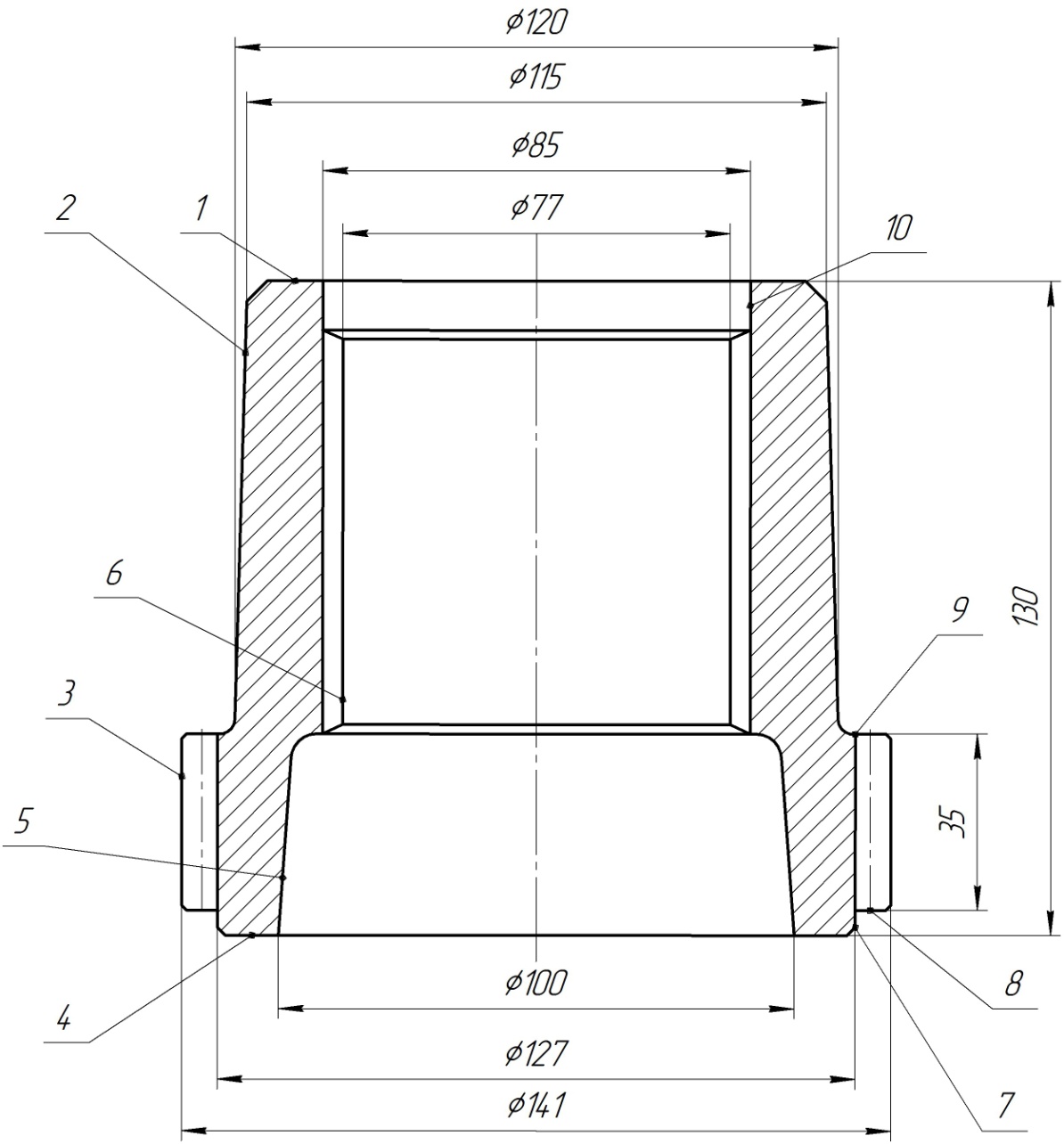
Рис.12 Стакан, материал – Сталь 40Х ГОСТ 4543-71,
масса – 6,75 кг
2.2. Определение типа производства
 Тип
производства предварительно определяется
по массе и программе выпуска изделия.
Масса изделия равна 6,75
кг,
выпуск изделия 1900
штук
в год.
Тип
производства предварительно определяется
по массе и программе выпуска изделия.
Масса изделия равна 6,75
кг,
выпуск изделия 1900
штук
в год.
Таблица 8
Тип производства |
Число обрабатываемых деталей одного типоразмера в год |
||
Тяжелых (масса свыше 100 кг ) |
Средних (масса от 10 до 100 кг ) |
Легких (масса менее 10 кг) |
|
Единичное |
до 5 |
до 10 |
до 100 |
Мелкосерийное |
5 – 100 |
10 – 200 |
100 – 500 |
Среднесерийное |
100 – 300 |
200 – 500 |
500 – 5000 |
Крупносерийное |
300 – 1000 |
500 – 5000 |
5000 – 50000 |
Массовое |
свыше 1000 |
свыше 5000 |
свыше 50000 |
Число обрабатываемых деталей одного типоразмера в год 1900 штук. Обрабатываемые детали легкие, так как масса менее 10 кг. Следовательно, тип производства - среднесерийное.