

1.7.3. Минимальный диаметр отверстии, выполняемых в литье
Таблица 5
Способ литья |
Материал |
|
При глубине отверстия |
|
глухого |
сквозного |
|||
ЛПГФ |
Чугун |
10 |
|
|
Сталь |
15-20 |
|||
|
Чугун, сталь |
8-10 |
|
|
ЛК |
Чугун |
10 |
|
|
Сталь |
12 |
|||
ЛВМ |
Сталь |
6 |
|
|
ЛД |
Алюминиевый сплав |
2-3 |
|
|
 ,
мм
,
мм

 ЛОФ
ЛОФ




Для литья стали в кокиль минимальный диаметр отливаемых отверстий составляет 12 мм, в заготовке отверстия 77 и 100 будут выполняться сквозными.
1.7.2. Переходы между элементами отливки
Переходы между стенками отливки должны выполняться закругленными, причем радиус сопряжения зависит от типа соединения, материала отливки и толщин сопрягаемых элементов.
 1,75
1,75
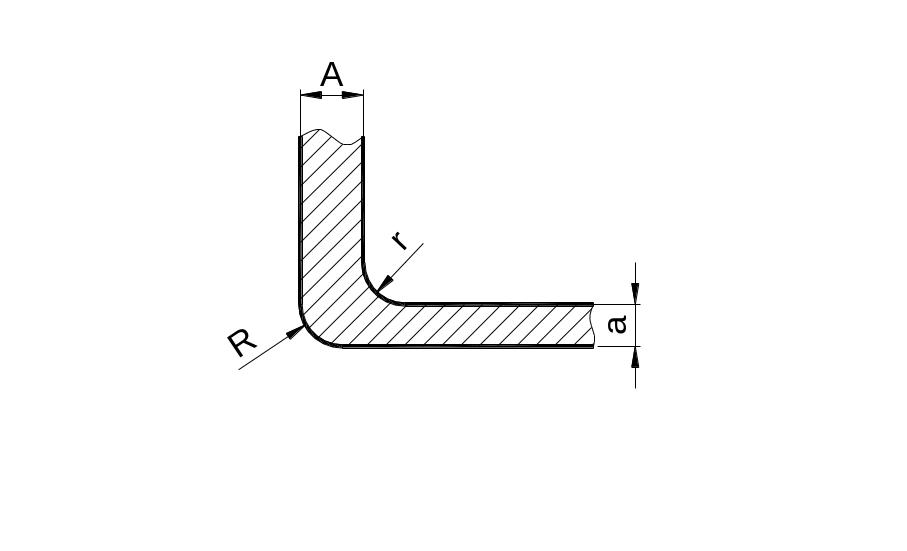
Рис. 8. Геометрические параметры сопряжений элементов отливки
r = 5 мм
R = 10 мм
1.7.3. Литейные уклоны
На поверхности, перпендикулярные плоскости разъема (поверхности на рис. 1) назначаем следующие уклоны по ГОСТ 3212-92 [11].
 Таблица
5
Таблица
5
Назначение литейных уклонов
№ поверхности |
Высота поверхности |
Уклон |
1 |
120 |
20’ |
7 |
130 |
20’ |
Конструкция отливки крышки рис.9, удовлетворяет всем требованиям технологии литья в оболочковые формы. Поэтому вносить изменения в конструкцию отливки не следует. Конструкция технологична.

Рис. 9. Конструкция отливки стакана
1.8. Определение припусков и допусков на размер отливки
Определение припусков на механическую обработку и допусков на размеры отливки производят по ГОСТ 26645-85 [12] для всех способов получения отливки. Для данного варианта – стакан, произведено назначение припусков и допусков:
1. Класс размерной точности отливки Кр.т. = 8
2. Степень коробления Ск.э. = 7
3. Степень точности поверхностей отливки Ст.п. = 10
4. Ряд припусков на обработку отливки Rп = 3
Величины припусков и допусков зависят от выбранного способа литья, габаритных размеров отливки, рода литейного сплава:
 1.
Определение класса размерной точности
отливки ( прил. 1, табл. 9 в ГОСТ 26645-85 );
1.
Определение класса размерной точности
отливки ( прил. 1, табл. 9 в ГОСТ 26645-85 );
2. Определение допусков размеров отливки (табл. 1 в ГОСТ 26645-85);
3. Определение допусков формы и расположения элементов отливки (табл. 2 в ГОСТ 26645-85);
4. Определение общих допусков элементов отливки (прил. 8, табл. 16 в ГОСТ 26645-85);
5. Определение степени точности поверхностей отливок (прил. 3, табл. 11 в ГОСТ 26645-85);
6. Определение ряда припусков на обработку отливок (прил. 6, табл. 14 в ГОСТ 26645-85);
7. В случае если поверхность является обрабатываемой, определение общих припусков на обработку (табл. 6 в ГОСТ 26645-85).
Размер отливки складывается из номинального размера детали и припуска на обработку. Припуск на обработку, найденный по ГОСТ 26645-85 [12], - это припуск на одну сторону. Если рассматриваемый размер – диаметр, то к нему прибавляем два припуска, если радиус – один припуск.
Определение размеров отливки стакана
Таблица 7
Размер детали
|
Допуск |
Припуск на обработку |
Размер отливки |
||
На размер |
Формы и расположения |
Общий |
|||
155 |
1,6 |
0,8 |
1,8 |
2,8 |
160,6±0,9 |
130 |
1,6 |
0,8 |
1,8 |
2,8 |
135,6±0,9 |
120 |
1,6 |
0,64 |
1,8 |
2,8 |
125,6±0,9 |
110 |
1,6 |
0,64 |
1,8 |
2,8 |
104,4±0,9 |
85,8 |
1,4 |
0,64 |
1,8 |
2,8 |
80,2±0,9 |
18 |
1,0 |
0,64 |
1,2 |
2,3 |
13,4±0,6 |
138,6 |
1,6 |
0,8 |
1,8 |
не обр-ся |
138,6±0,9 |
24 |
1,0 |
0,64 |
1,2 |
2,3 |
28,6±0,6 |
14 |
0,9 |
0,64 |
1,2 |
2,3 |
18,6±0,6 |
10 |
0,8 |
0,64 |
1,1 |
2,2 |
14,4±0,55 |
4 |
0,64 |
0,64 |
1,0 |
2,1 |
6,1±0,5 |
R80 |
1,4 |
0,64 |
1,8 |
2,8 |
R82,8±0,9 |
R20 |
1,0 |
0,64 |
1,2 |
2,3 |
R22,3±0,6 |
R15 |
0,9 |
0,64 |
1,2 |
2,3 |
R17,3±0,6 |
