

2.9. Расчет массы поковки и определение коэффициента использования металла
Массу детали рис.18. можно найти по следующей формуле:
,
где
- плотность материала, из которого
изготовлена деталь.
 Объём
и массу детали определим в программе
КОМПАС 3D
– V13
через МЦХ тел вращения.
Объём
и массу детали определим в программе
КОМПАС 3D
– V13
через МЦХ тел вращения.
Расчёт МЦХ детали:
Масса ……………………………M = 6,75 кг;
Площадь…………………………S = 97245,72мм²;
Объем ………………………….. V = 679974,89мм³;
Материал ………………………... Сталь 40Х ГОСТ 4543-71;
Плотность материала……………Ro =0,0078 г/мм3
 Рис.18.
Стакан
Рис.18.
Стакан
Расчет МЦХ поковки:
Масса…………………….. M =7,5 кг;
Площадь…………………..S = 103922.07 мм²;
Объем…………………….. V = 1095200.89 мм³;
Материал…………………. Сталь 40Х ГОСТ 4543-71;
Плотность материала……..Ro = 0,007800 г/мм3

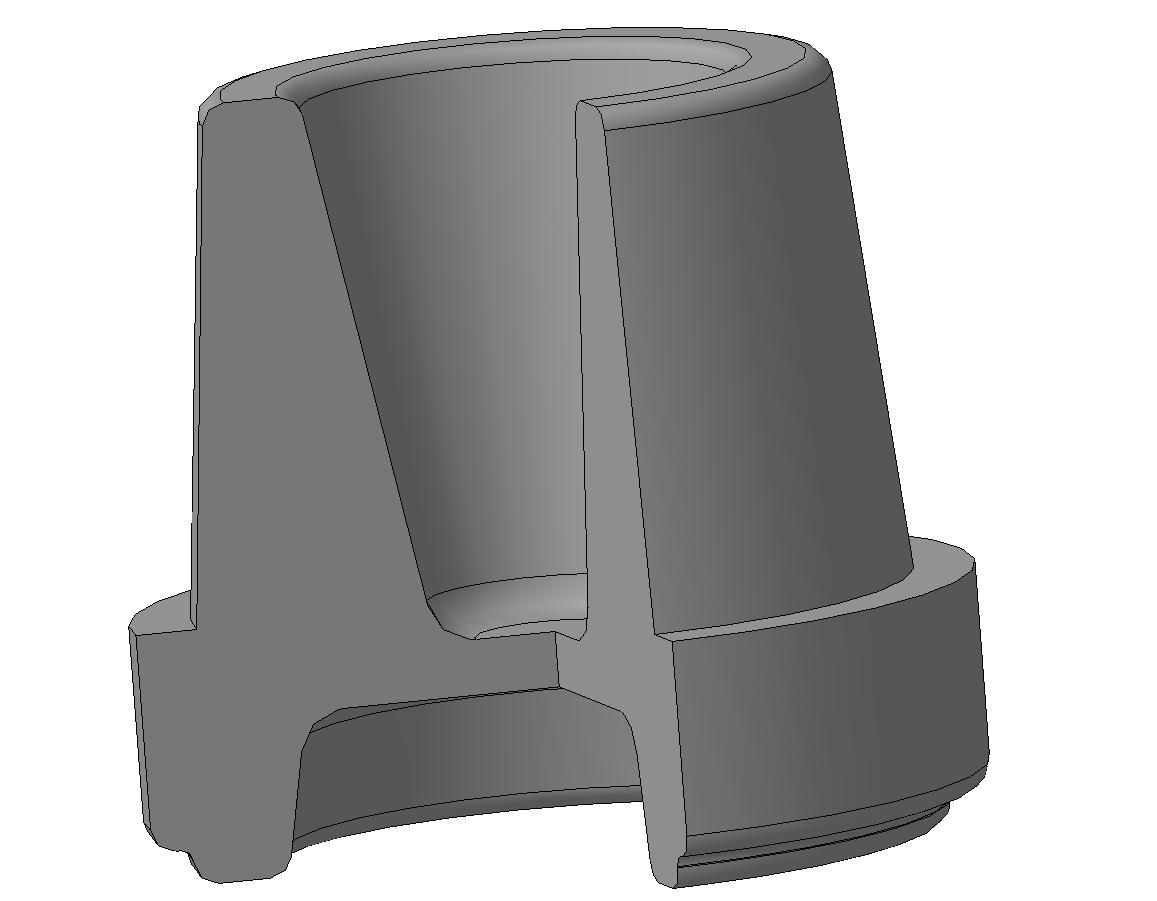
Рис.19 Поковка стакана
-
 ,
где
,
где
 – масса
детали, кг.
– масса
детали, кг.
 – масса
припусков, кг. Определяется через объем:
– масса
припусков, кг. Определяется через объем:
-
 ,
где
,
где
– плотность металла (7,8×10-6 кг/мм3).

-
 ,
где
,
где -
объем облоя, мм3.
-
объем облоя, мм3.
 -
масса перемычки, кг. Рассчитывается по
формуле:
-
масса перемычки, кг. Рассчитывается по
формуле:
-
 ,
где
,
где
 -
объем перемычки, мм3;
-
объем перемычки, мм3; -
диаметр перемычки, мм;
-
диаметр перемычки, мм;S – Толщина перемычки, мм.
 -
масса угара, кг. Определяется как доля
массы исходной заготовки и зависит от
способа нагрева. Массу угара можно
рассчитать по формуле:
-
масса угара, кг. Определяется как доля
массы исходной заготовки и зависит от
способа нагрева. Массу угара можно
рассчитать по формуле:

mпок = 1,3+0,0,26+0,303 = 7,5 кг
Коэффициент использования металла:

2.10. Назначение технических требований
Временное сопротивление σв = 590МПа
Твёрдость 174…217 НВ
Предел текучести σт = 345 МПа
Относительное удлинение δ = 18%
Содержание химических элементов: Si= 0,17-0,37%; Mn= 0,5-0,8%; S ≤0,035%; C= 0,36-0,44%;
Неуказанные штамповочные уклоны:
наружные – 70; внутренние – 100
Неуказанные радиусы закругления:
наружные – 2 мм; внутренние – 5 мм
Смещение по поверхности разъема штампа не более 0,2 мм
На поверхности поковок не должно быть трещин, заковов, плен, песочин
Поковки подвергаются термической обработке в черновом виде и (или) после предварительной механической обработки (обдирки, рассверловки и др.)
Каждая поковка должна быть подвергнута внешнему осмотру без применения увеличительных приборов
 Поковки
должны храниться в сухих закрытых
складских помещениях
Поковки
должны храниться в сухих закрытых
складских помещенияхКласс точности – Т3 ГОСТ 7505–95
Исходный индекс –11
Список использованной литературы
 1.Дубинкин
Д.М. Технико-экономическое обоснование
выбора заготовки: Метод. указания / Д.Мю
Дубинкин, Е.В. Бакулин; – Кемерово, 2007 –
19 с.
1.Дубинкин
Д.М. Технико-экономическое обоснование
выбора заготовки: Метод. указания / Д.Мю
Дубинкин, Е.В. Бакулин; – Кемерово, 2007 –
19 с.
2.Блюменштейн В.Ю. Проектирование и производство заготовок: Учеб. пособие: В 2 ч. / В.Ю. Блюменштейн, Л.О. Герике; КузГТУ. – Кемерово, 1994. – Ч. 1. – 162 с.
3.Технология конструкционных материалов: Учебник для вузов. -2-е изд., перераб. и доп. / Под ред. Дальского. – М.; Машиностроение, 1985. -448 с.
4.Охрименко Я.М. Технология кузнечно-штамповочного производства: Учебник для вузов. -2-е изд., перераб. и доп.-М.; Машиностроение, 1976. – 560 с.:ил.
5.Ковка и штамповка: Справочник. – Т. 1-4 / Под ред. Е.И. Семенова. –М.: Машиностроение, 1985. Т. 2. Горячая объемная штамповка. – 592 с.: ил.
6. ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Технические условия.
7.ГОСТ 2.316-68. ЕСКД. Порядок нанесение на чертежах надписей, технических требований и таблиц.
8.ГОСТ 7505-95. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски.
9. ГОСТ 3.1126-88. ЕСТД. Правила оформления графических документов на поковки.
10. ГОСТ 977-75. Углеродистые стали.
11.ГОСТ 3212-92. Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров.
12. ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.