

2.7.5. Проектирование заусенца и заусенчатой канавки
Вследствие изготовления поковки путем штамповки в закрытых штампах проектирование заусенца и заусенчатой канавки не требуется т.к. их не будет образовываться.
Конструкция поковки удовлетворяет всем требованиям технологии закрытой штамповки. Поэтому, вносить изменения в конструкцию поковки - колеса зубчатого рис.17. не следует. Конструкция технологична.

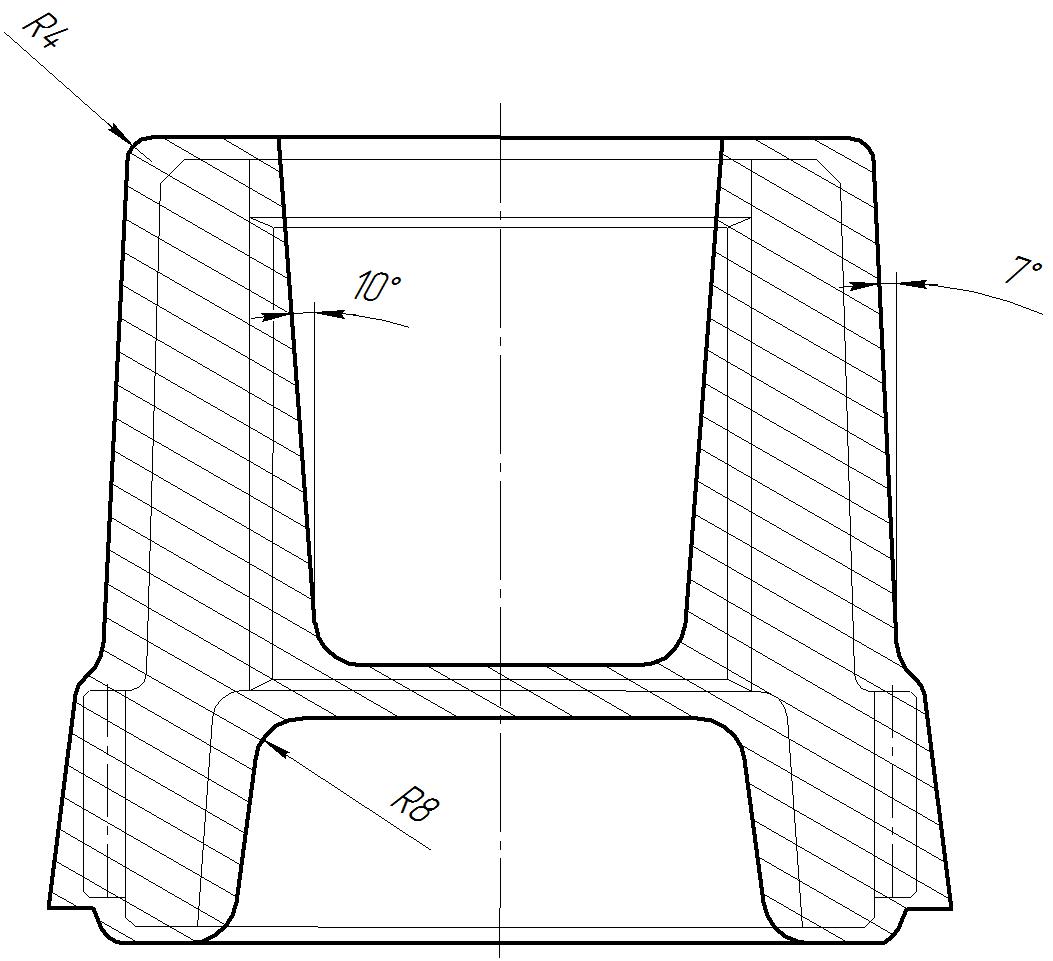
Рис.17. Конструкция поковки – стакана
2.8. Определение припусков и допусков на размеры поковки
Определение припусков на механическую обработку и допусков на размеры поковки производят по ГОСТ 7505-95 [8] для горячей объемной штамповки. Величины припусков и допусков зависят от выбранного способа штамповки, габаритных размеров поковки.
Для данного варианта – шестерня, произведено назначение припусков и допусков:
1. Класс точности поковки – Т3 ГОСТ 7505–95 (прил. 1в ГОСТ 7505-95);
2. Группа стали – М2;
3. Степень сложности – С1;
4. Конфигурация поверхности штампа – П (плоская);
5. Исходный индекс – 11
1. Определение класса точности поковки;
2. Определение группы стали ( табл. 1 в ГОСТ 7505-95);
3. Определение степени сложности ( прил.2 в ГОСТ 7505-95);
4. Определение конфигурации поверхности штампа ( табл.1 в ГОСТ 7505-95);
5. Определение исходного индекса ( табл. 2 в ГОСТ 7505-95).
Определив исходный индекс, назначают припуски, подвергаемые обработке резанием, которые обозначены на чертеже.
Допуски и допускаемые отклонения линейных размеров поковок назначаются в зависимости от исходного индекса и размеров поковки.
Размер
поковки складывается из номинального
размера детали и припуска на обработку.
Припуск на обработку, найденный по ГОСТ
7505-95  [8],
- это припуск на одну сторону. Если
рассматриваемый размер – диаметр, то
к нему прибавляем два припуска, если
радиус – один припуск. Линейные размеры
отливки определяются исходя из вида
размерной цепи.
[8],
- это припуск на одну сторону. Если
рассматриваемый размер – диаметр, то
к нему прибавляем два припуска, если
радиус – один припуск. Линейные размеры
отливки определяются исходя из вида
размерной цепи.
Таблица 14
Размер Детали |
Припуск |
Размер с припуском |
Допуск |
Размер поковки |
|
141 |
1,4 |
143,8 |
|
143,8 |
|
127 |
1,4 |
129,8 |
|
129,8 |
|
120 |
1,4 |
122,8 |
|
122,8 |
|
115 |
1,4 |
117,8 |
|
117,8 |
|
100 |
1,3 |
97,4 |
|
97,4 |
|
85 |
1,3 |
82,4 |
|
82,4 |
|
77 |
1,3 |
74,4 |
|
74,4 |
|
130 |
1,4 |
132,8 |
|
132,8 |
|
35 |
1,2 |
37,4 |
|
37,4 |
|
30 |
1,2 |
32,4 |
|
32,4 |
|
10 |
В поковке не выполняется |
||||
5 |
1,2 |
6,2 |
|
6,2 |
|
4 |
В поковке не выполняется |
||||
2 |
В поковке не выполняется |
||||





