

Билет №11
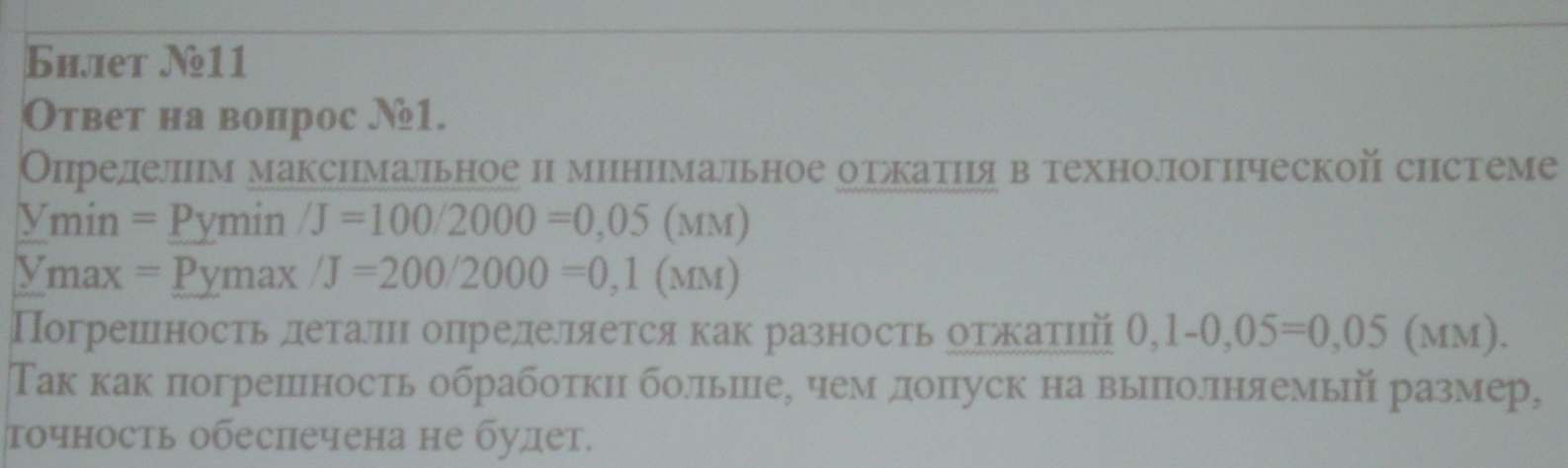
1. Задача.
2. Исходная информация для разработки технологических процессов
- базовая информация включает в себя: краткое описание служебного назначения машины, тех. условия и нормы определяющие её служебное назначение, рабочие чертежи машин, программы выпуска, общее количество машин намеченных к выпуску, условия в которых осуществить и организовать подготовку производства и выпуск машин.
- к руководящей информации относится: стандарты ТП и методы управления его, стандарты на оборудование и оснастку, документация на действующие единичные и типовые ТП, производственные инструкции, материалы по выбору тех. нормативов, документация по охране труда.
- к справочной информации относят: каталоги и паспорта на оборудование, альбомы на инструмент и тех. оснастку, описание программных методов обработки, тех. документация опытных производств
3. Задача.
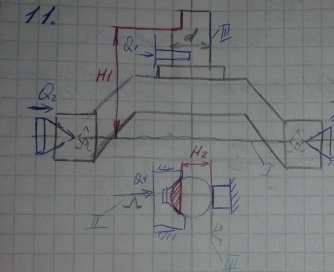
1 – двойная направляющая скрытая (ось центр отв)
2-опорная скрытая. Ось симметрии
3-опорная явная. Образована цилиндрич. пов-ностью.
Билет №13
1. Задача.
2. Критерии выбора оборудования.
Оборудование и приспособление должны обеспечивать заданную точность обработки, качество поверхности деталей и др. тех требования. Производительность обработки позволяет выполнить программу выпуска в условиях заданного типа производства, что должно обеспечивать наименьшую технологическую себестоимость обработки. При окончательном выборе станка учитывают главные параметры станка, характеризующие его технологические возможности размеры обработанной заготовки. Соответствие производительности станка числу деталей подлежащей изготовлению в данный период времени; возможность работы на оптимальных режимах резания при которых загрузка станка по мощности должна быть е менее 80%, а по мере работы 60-90%. Время изготовления детали, партии деталей, и их себестоимость должна быть минимальна. Наличие оборудования в цехе или на заводе а так же реальная возможность его приобретения. При обработке спец. заготовок особо сложной конфигурации несмотря на высокую стоимость целесообразно использовать станки с ЧПУ. При обработке обычных деталей в машиностроение использование станков с ЧПУ взамен токарных, фрезерных и тд должно быть тщательно обосновано экономическим анализом. В условиях крупносер. и массового пр-ва целесообразно выполнение на специализированных и спец. станках. Выбор тех. оснастки, в частности станочных и контрольных приспособлений вспомогательного инструмента, определяется типом производства. В условиях ед. и мелкосер. пр-вах пользуются преимущественно универсальные стандартные приспособления, а так же универсальные сборные приспособления. В условиях мелкосер. и сер. пр-ва кроме УСП применяют сборно - разборные приспособления и универсально - наладочные приспособления, позволяющие быстро перенастраивать на обработку партии деталей. Крупносер. и массовые пр-ва целесообразно применять механизированные и автоматизированные приспособления с быстродействующими приводами.