

3.6 Детонационно-газовое напыление
При этом методе достигается очень высокая скорость потока частиц, поэтому механизм формирования покрытия и его прочного соединения с основой определяется не только термической, но и механической активацией (рис. 43).
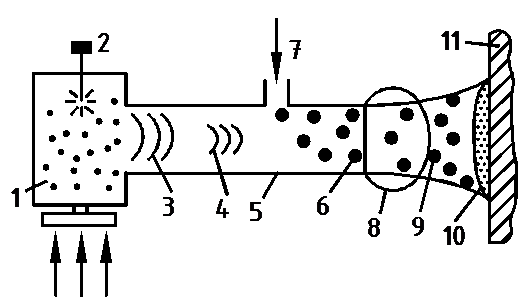
Рис 43. Схема детонационно-газового напыления
В качестве источника нагрева, распыления и ускорения напыляемых частиц используется высокотемпературный поток газовой смеси, образующийся в результате направленного взрыва.
В камеру зажигания 1 подается рабочая смесь газов C2H2+O2+N2. При помощи поджимающего устройства 2 с маломощным электрическим разрядом газовая смесь поджимается. Возникающая при этом тепловая волна порождает ударную волну 3, а затем и детонационную волну 4. В канале водоохлаждаемого ствола 5 детонационная волна распадается с образованием продуктов сгорания газовой смеси 6. Одновременно с заполнением ствола взрывной смесью вводится напыленный порошок 7. На выходе из ствола образуются дульное пламя 8 и поток напыляемых частиц 9. На поверхность детали 11 наносится покрытие 10.
Детонационно-газовое напыление является циклическим процессом. Составляющие цикла:
![]() (8)
(8)
где
![]() - время заполнения камеры и ствола
газовой смесью и порошком;
- время заполнения камеры и ствола
газовой смесью и порошком;
![]() - время затрачиваемое на образование
взрыва и выброса продуктов детонации;
- время затрачиваемое на образование
взрыва и выброса продуктов детонации;
![]() - время продувки камеры и ствола,
- время продувки камеры и ствола,
![]() с.
с.
В течение одного цикла наносится до 50 мг. распыленного материала.
Процесс ДГН автоматизирован и осуществляется в специальном звукоизолированном боксе с дистанционным управлением.
Преимущества метода:
-
высокое качество напыляемых покрытий
(![]() МПа; пористость
МПа; пористость
![]() 1%);
1%);
- умеренный нагрев изделия при напылении;
- достаточно высокая производительность (до 10 кг/час);
- невысокая чувствительность к качеству поверхности детали
Недостатки метода:
- сложное и дорогое оборудование;
- тяжелые условия труда – уровень шума – 140 Дб и более;
- трудность напыления порошков с невысокой удельной массой (TiC и др.);
- невозможность напыления внутренних поверхностей детаей.
Плазменное напыление
Плазменная струя может использоваться для напыления покрытий. Благодаря высокой скорости истечения и высокой температуре – обеспечивается возможность напыления практически любых материалов. При ПН используют как радиальную (А), так и осевую (Б) подачу материала, который може подаваться в виде порошка (А и Б) или проволоки (А) (рис. 44).
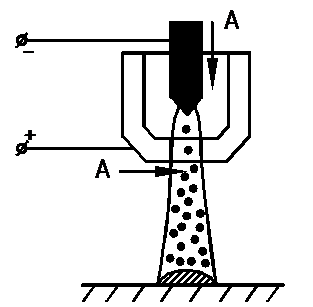
Рис. 44 Схема подачи присадочного материала
В основном используют плазмотроны косвенного действия. Используют различные виды плазменных струй:
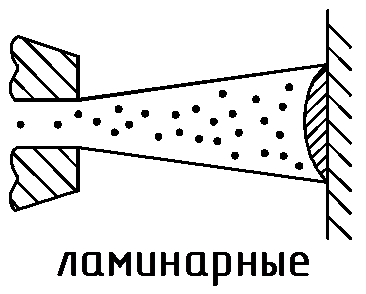
а) ламинарные:
Достоинства:
- допускается значительно большие длины потока (т.н. дистанция напыления) вследствие чего возрастает время нагрева напыляемых частиц;
- более высокая энтальпия плазмы;
- меньший уровень шума.
Недостатки:
- затрудняется подача порошка в струю;
- малые размеры пятна напыления.
б) турбулентные: используются наиболее широко, т.к. реализуются в плазмотронах относительно простой конструкции.

Недостатки:
- высокий уровень шума.
в) сверхзвуковые или дозвуковые: достигается более высокое качество напыления, но увеличен расход плазмообразующего газа, а также сложные конструкции плазмотронов.
Для ПН используют как инертные (Ar,He), так и активные (сжатый воздух, N2, H2, CO2, пропан-бутановые смеси и т.д.).
Параметры режима напыления:
- конструктивные параметры плазмотрона: диаметр отверстия сопла, длина канала сопла; диаметр и угол заточки электрода;
- технологические: сила тока дуги; напряжение дуги; расход газа; дистанция напыления; расход порошка.