

Федеральное государственное автономное образовательное учреждение
высшего профессионального образования
«УРАЛЬСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ
имени первого Президента России Б.Н. Ельцина»
Кафедра «МСиИ»
Оценка работы:
Проектирование установочно – зажимного приспособления для обработки заготовок
Курсовая работа
Пояснительная записка
Руководитель: Коновалова И.В.
Студент: Станиславчук А.Н.
Группа: М – 490201
Екатеринбург
2013
Оглавление
Оглавление 2
1. Задание на расчетно-графическую работу. 3
2. «Разработка технологического процесса, схемы установки и базирования» 4
3. «Расчет необходимых сил закрепления». 10
4. «Силовой расчет приспособления». 13
Список литературы 17
Приложение 1 18
Задание на расчетно-графическую работу.
Деталь: корпус редуктора
Задача: спроектировать приспособление для фрезерования основания корпуса редуктора.
2. «Разработка технологического процесса, схемы установки и базирования»
2.1. Чертежа детали с указанием обрабатываемых и базирующих поверхностей.
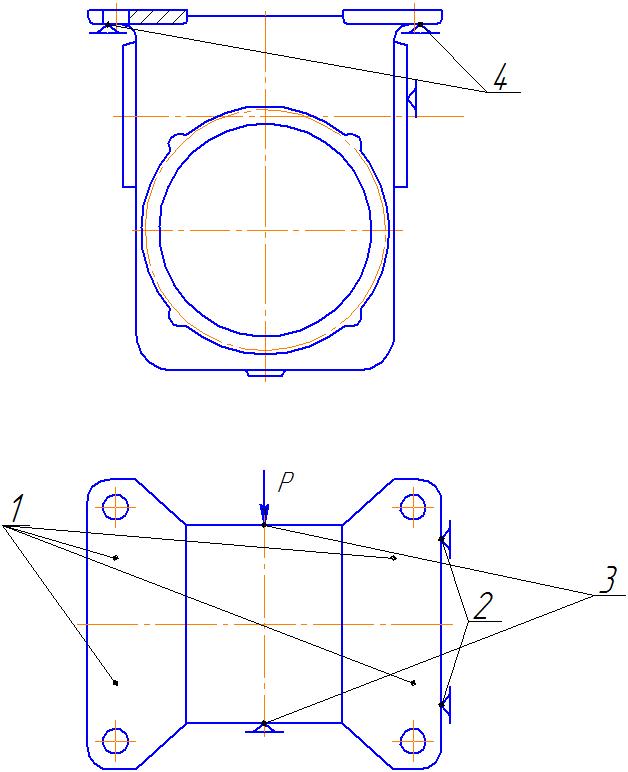
Рис. 1.
На рис. 1 представлена нумерация поверхностей заготовки: обрабатываемая поверхность – 1, базирующие поверхности – 2,3,4.
2.2. Маршрутный технологический процесс обработки детали с указанием поверхностей, подлежащих обработке и принятых в качестве баз.
№ операции |
Наименование операции |
Вид станка |
№ обрабат. поверхности |
№ базовых поверхн. |
05 |
заготовительная |
|
|
|
010 |
Фрезерование основания |
Горизонтально-фрезеный |
1 |
2,4 |
2.3 Выбор аналога приспособления для обработки заданной детали.
2.3.1 Картинка выбранного аналога приспособления с указанием основных элементов.
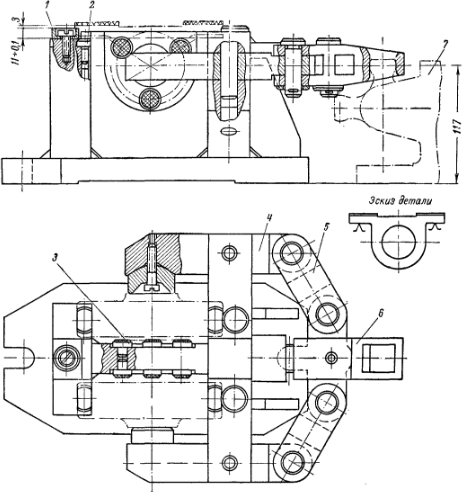
Рис.2 Аналог приспособления
Установка заготовки этой детали в приспособлении осуществляется на полочки 2 с упором в поверхность бобышек 3 и боковую поверхность 4, зажим заготовки осуществляется с помощью пневмопривода 6.
2.3.2 Выбор аналога приспособления был обусловлен формой и расположением базирующих поверхностей детали, а так же формой и расположением поверхностей, соприкасающихся с зажимными элементами приспособления, так же в данном приспособлении установлен пневмопривод, что обеспечит более удобный зажим заготовки. Схема базирования заготовки в этом приспособлении и схема зажима заготовки практически полностью соответствует схеме базирования и зажима и заготовки на операционном эскизе.
Проект предполагаемой конструкции приспособления представлен на рис. 3.
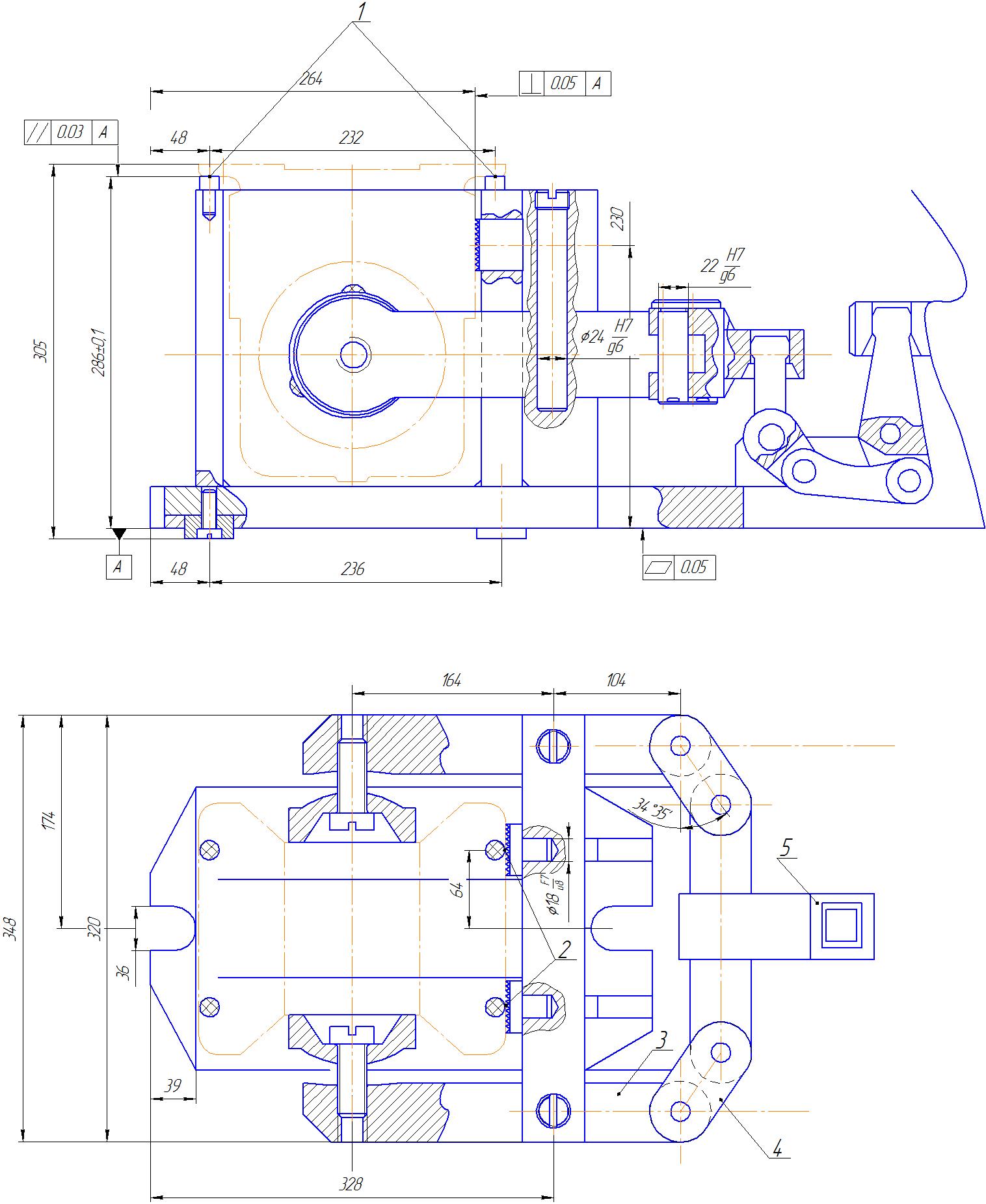
Рис. 3 Проектируемое приспособление
Так как рассматриваемый корпус редуктора большая по величине деталь, не потребовалась переработка конструкции корпуса приспособления. В аналоге приспособления корпус был сварной. Сварные корпуса используются для больших деталей или для особых условий производства.
2.4. Операционный эскиз на операцию, для которой проектируется приспособление.
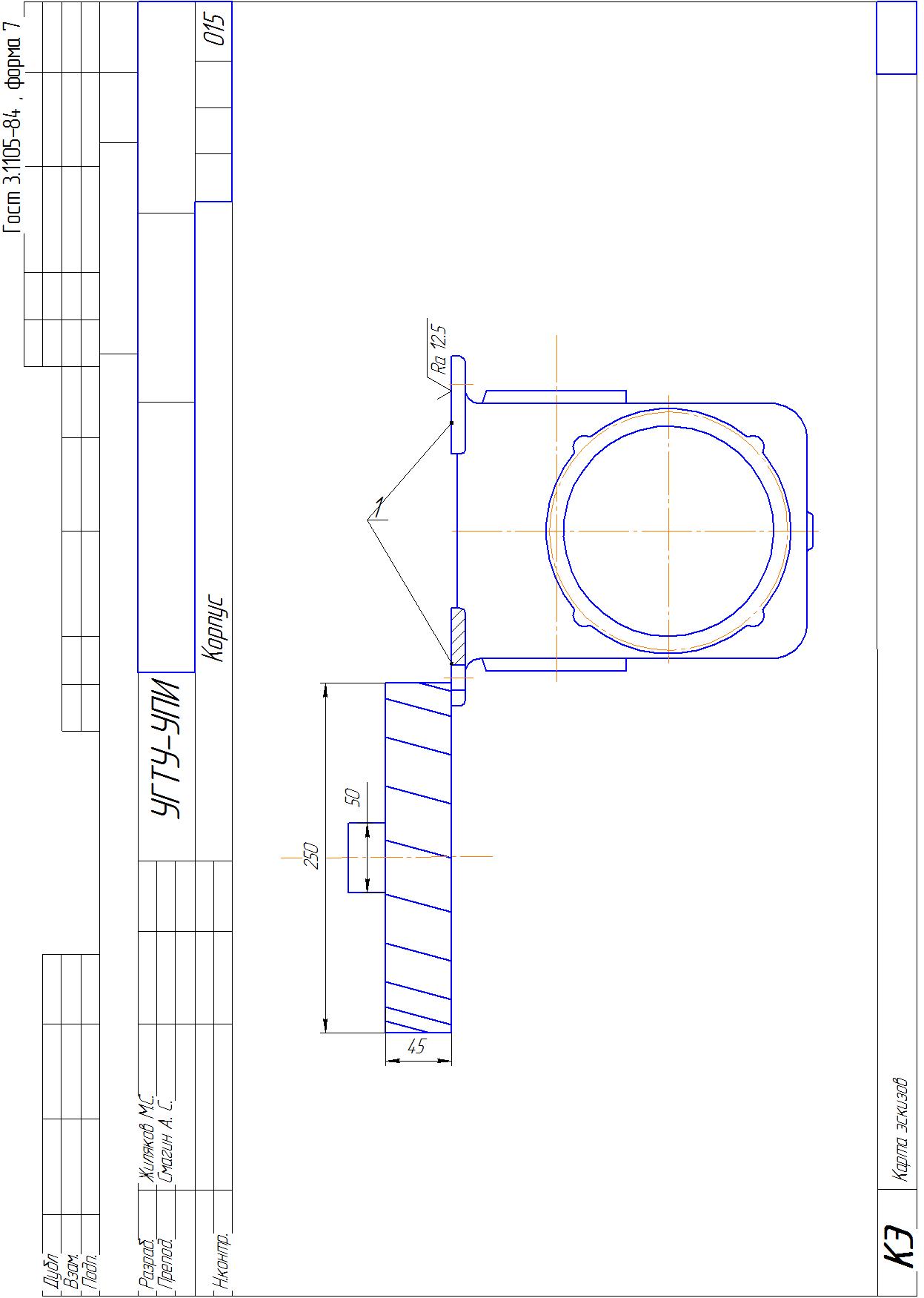
Рис. 4 – Операционный эскиз.
2.5. Анализ выбранной схемы установки с точки зрения обеспечения заданной точности обработки.
2.5.1. Правило шести точек.
№ |
Лишаемая степень свободы |
Чем реализуется. |
1 |
Перемещение вдоль оси X |
Боковая поверхность 2. |
2 |
Перемещение вдоль оси Y |
Зажим заготовки с помощью пневмопривода поверхностью 3 |
3 |
Перемещение вдоль оси Z |
Полочки 4 |
4 |
Поворот вокруг оси X |
Полочки 4 |
5 |
Поворот вокруг оси Y |
Полочки 4 |
6 |
Поворот вокруг оси Z |
Зажим заготовки с помощью пневмопривода поверхностью 3 |
Трех степеней свободы заготовки лишает главная базирующая поверхность 4. Двух степеней свободы заготовку лишает направляющая базирующая поверхность 3 корпуса редуктора. Последней степени свободы заготовку лишает боковая – опорная базирующая поверхность 2 корпуса редуктора.
Согласно операционному эскизу (рис. 4) при обработке поверхности 1 в проектируемом приспособлении заготовки лишается всех шести степеней свободы.
2.4.2. Точностной расчет приспособления.
При установке корпуса редуктора в проектируемом приспособлении конструкторская база совпадает с технологической (измерительной) базой. Погрешность базирования заготовки в приспособлении ξб будет равна 0. Погрешность закрепления ξз заготовки в приспособлении в данном случае можно принять 0, так как направление зажима заготовки не совпадает с направлением выполняемого размера.
Отсюда фактическая погрешность установки заготовки в приспособлении ξф будет равна 0.
Расчет допускаемой погрешности установки заготовки в приспособление ξдоп не требуется.
Заданная точность заготовки при фрезеровании основания будет выдержана.