

18.5.4. Монтаж трубопроводов
Принципиальная схема мобильной установки для сборки и сварки технологических трубопроводов приведена на рис. 18.5.2.
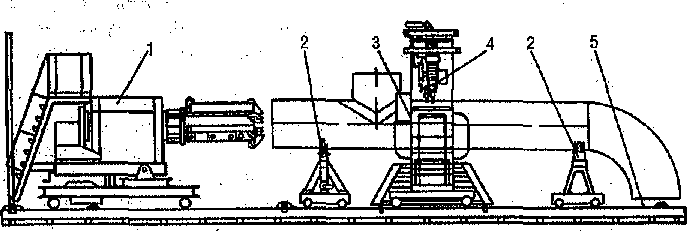
Рис. 18.5.2. Мобильная установка для сборки и сварки технологических трубопроводов наземных сооружений: 1 — вращатель, 2 — опорная тележка; 3 - портал; 4 — сварочная головка; 5 — монтажный стол.
Трубопроводы присоединяются только к закрепленному на опорах оборудованию. Соединять трубопроводы с оборудованием следует без перекоса и дополнительного натяжения. Неподвижные опоры закрепляют к опорным конструкциям после соединения трубопроводов с оборудованием.
После укладки в траншею трубопровод должен опираться на материковый (нетронутый) или утрамбованный грунт. Обратная засыпка траншеи производится в два приема:
присыпка, подбивка пазух и частичная засыпка траншеи на высоту 0,25—0,3 м над верхом трубы;
окончательная засыпка траншеи.
При монтаже надземных трубопроводов должно обеспечиваться опирание их на все проектные опоры.
18.5.5. Сварочные работы
Для проведения сварочных работ допускается применение только тех марок электродов, которые прошли контроль при приемке от поставщиков и проверку качества перед их применением.
При выполнении сварочно-монтажных работ необходимо соблюдать следующие требования:
соединение разнотолщинных труб одного и того же диаметра, труб с деталями трубопроводов (тройники, переходы, отводы) допускается при условии, если разность толщин стенок стыкуемых элементов, максимальная из которых более 12 мм, не превышает 3 мм; если разность толщин стенок стыкуемых элементов, максимальная из которых 12 мм и менее, не превышает 2,5 мм;
соединение труб с запорной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях;
если специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца;
смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, допускается на величину до 20% толщины стенки трубы, но не более 3 мм;
для обеспечения требуемого зазора или соосности труб запрещается натягивать трубы, изгибать их силовыми методами или нагревать за пределами зоны сварного стыка, а также категорически запрещается вваривать любые присадки.
Технология и режимы сварки по различным трубопроводам указываются в проекте производства работ на монтажные работы. Сварные соединения трубопроводных систем наземных нефтегазовых объектов подвергаются:
• систематическому операционному контролю в процессе сборки и сварки;
внешнему осмотру и замеру геометрических размеров сварных соединений, регламентированных соответствующими нормативными
документами;
• неразрушающему контролю физическими методами.
Методы контроля сварных соединений определяются ППР, в котором должны быть разработаны технологические карты контроля трубопроводов наземного объекта.