

77. Что такое холодная листовая штамповка.
Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свёрнутую в рулон. Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности.
К преимуществам листовой штамповки относятся: 1)возможность получения деталей минимальной массы при заданной их прочности и жёсткости; 2)достаточно высокие точность размеров и качество поверхности, 3)сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины); 4)хорошая приспособляемость к масштабам производства,
78.Перечислите разделительные операции листовой штамповки.
Отрезку чаще всего применяют для разделения листа на полосы нужной ширины. Эту операцию осуществляют на ножницах с параллельными и наклонными ножами (гильотинных) и дисковых. Вырубка и пробивка - это процессы отделения части заготовки по замкнутому контуру. При вырубке отделяемая часть является изделием или заготовкой, а при пробивке отделяемая часть - это отход. Пробивкой получают отверстия. Технология обеих операций идентична: пуансон выдавливает отделяемую часть в отверстие матрицы. Рабочие кромки пуансона и матрицы заостряют, а зазор между пуансоном и отверстием матрицы обычно составляет 5-10 % от толщины заготовки.
79. Перечислите формоизменяющие операции листовой штамповки.
Гибка изменяет направление оси заготовки. При этом верхние слои заготовки сжимаются, а нижние - растягиваются. Нейтральный слой радиуса р растяжению и сжатию не подвергается. Минимальный радиус изгиба, при котором не возникает разрушения наружных слоев заготовки от растягивающих напряжений rmin= (0,25-0,30)s, где s - толщина заготовки. Естественно, что с увеличением пластичности изгибаемого материала можно уменьшать радиус изгиба.
Вытяжка - операция, в результате которой плоская заготовка превращается в полое изделие или полуфабрикат. Заготовка для тел вращения имеет форму диска и изготовляется обычно вырубкой. Средняя часть заготовки, проталкиваемая пуансоном в отверстие матрицы, уменьшает по диаметру кольцевую часть (фланец), и край заготовки, таким образом, приближается к кромке отверстия матрицы.rп= (4-6)s; rм= (5-10)s; z = (1,1-1,3)s.
Обжим позволяет уменьшить поперечное сечение конца заготовки, заталкиваемой в матрицу. Для предотвращения складкообразования на обжатой части заготовки необходимо выдерживать отношение dзаг/ dизд=1,2-1,3
Формовка - это изменение формы в результате локальных деформаций растяжения.
Отбортовка - это операция, в результате которой из плоского участка заготовки с отверстием путем раздачи отверстия получают горловину (борт).
80. Какой инструмент применяют для листовой штамповки.
Основным видом оборудования для листовой штамповки являются ножницы, а также кривошипные и гидравлические прессы.
81) Для штамповки из тонколистового материала применяются также винтовые фрикционные прессы, а для штамповки из толстолистового материала - гидравлические прессы.
Гидравлические прессы обладают наилучшей характеристикой для выполнения процесса листовой штамповки. Они осуществляют деформирование листового металла с постоянной скоростью. Для этих прессов не опасна перегрузка, недопустимая при работе на кривошипных прессах.
82) При штамповке эластичными материалами только один рабочий элемент(пуансон или матрицу) изготавливают из металла, роль другого инструмента (матрицы или пуансона) выполняют резина, пластмассы, (полиуретан) и жидкость.
При вырубке и пробивке металлическим инструментом является шаблон, на который укладывают заготовку. Резиновая подушка в ползуне пресса прижимает заготовку к шаблону. Если шаблон имеет острые режущие кромки, то давлением резины вначале отгибают свободные края заготовки, а затем ее обрывают по режущей кромке. Так выполняют вырубку и пробивку. Подобным способом можно осуществлять гибку, неглубокую вытяжку, отбортовку и формовку. Обычно штампуют заготовки толщиной 3 мм.
83) Давильные работы предназначены для получения деталей, имеющих форму тел вращения.
Различаются давильные работы без утонения и с утонением стенки.
Без утонения: предварительно вырубленную заготовку продольным суппортом прижимают к торцу формы-пуансона, укрепленной на вращающейся план-шайбе токарно-давильного станка. На наружной поверхности заготовки создают давление торцом давильника (рычага). Заготовка проскальзывает под давильником, который вызывает местную деформацию. Постепенное деформирование заготовки по всей поверхности позволяет придать ей форму пуансона.
При давильных работах без утонения стенки диаметральные размеры заготовки значительно уменьшаются при незначительном изменении ее толщины. Усилие, необходимое для давильных работ при небольшой толщине заготовки (3мм), можно создать вручную.
Давильные работы с утонением изменяют форму заготовки главным образом за счет уменьшения ее толщины без изменения диаметральных размеров. Давильные работы с утонением используют, в частности, взамен вытяжки с утонением, при этом исходную полую цилиндрическую заготовку надевают на цилиндрический вращающийся пуансон. Давильник, перемещаясь параллельно оси заготовки, утоняет ее.
84) Взрывом штампуют обычно в бассейне. наполненном водой. Заготовку, зажатую между матрицей и прижимом, опускают в бассейн. Полость матрицы под заготовкой вакуумируется чтобы воздух не препятствовал плотному ее прилеганию к матрице. Заряд с детонатором подвешивают в воде над заготовкой. Взрыв образует ударную волну высокого давления, которая, достигая заготовки, вызывает ее разгон. Процесс штамповки длится тысячные доли секунды, а скорости перемещения заготовки соизмеримы со скоростями распространения пластических деформаций в металле.
85) Электромагнитная штамповка выполняется в бассейне с водой. Ударная волна, разгоняющая заготовку, возникает при кратковременном электрическом разряде в жидкости.
Мощный искровой разряд подобен взрыву. В результате разряда в жидкости возникает ударная волна, которая, дойдя до заготовки, оказывает на нее сильное воздействие и деформирует ее по матрице. Если для полного деформирования заготовки одного импульса недостаточно, рабочий цикл может быть повторен.
86) Литейное производство-отрасль машиностроения, технологическими процессами которой получают литые заготовки (отливки) для деталей машин: станины прокатных станков, корпуса гидротурбин и другие отливки. Характерной особенностью литейного производства является универсальность-возможность получения самых разнообразных по массе, конфигурации, механическим и эксплуатационным свойствам фасонных заготовок (отливок) из чугуна, стали и сплавов цветных металлов.
87) Литейные сплавы должны обладать высокими литейными, механическими и эксплуатационными свойствами; свойства, состав и структура сплава должны быть постоянными, не изменяться в процессе эксплуатации готовой детали, по возможности содержать минимальное количество дорогостоящих компонентов.
Классификационные признаки: хим.состав, структура металла(основа), их свойства и назначение.
Бывают: черные и цветные(тяжелые и легкие).
88) Жидкотекучесть - это способность металлов и сплавов течь в расплавленном состоянии по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки. Зависит от температурного интервала кристаллизации, температуры заливки и формы, свойств формы, вязкости и поверхностного натяжения расплава.
89) Усадка- свойство литейных сплавов уменьшать обьем при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки.
90. Сущность метода заключается в определении: усадки - разности размеров холодной пресс-формы и отформованных в ней охлажденных образцов, выраженной в процентах от размеров пресс-формы;
91. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл.
92.С помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники.Внешние холодильники располагают в различных местах формы.При литье крупных изделий отдельные части холодильника размещают внутри полости формы, причем при взаимодействии с жидким металлом такой внутренний холодильник должен полностью расплавиться.
93.Горячие трещины в отливках возникают в процессе кристаллизации и усадке металла при переходе из жидкого состояния в твёрдое при температуре близкой температуре солидуса. Горячие трещины проходят по границам кристаллов и имеют окисленную поверхность. Высокая температура заливки способствует увеличению зерна металлической структуры и увеличению перепада температур в отдельных частях отливки, что повышает вероятность образования трещин.Холодные трещины возникают в области упругих деформаций, когда сплав полностью затвердел. Тонкие части отливки охлаждаются и сокращаются быстрее, чем толстые. В результате в отливке образуются напряжения, которые и вызывают появление трещин.
94.В жидких металлах и сплавах растворимость газов с увеличением температуры повышается. При избыточном содержании газов они выделяются из расплавов в виде газовых пузырей, которые могут всплыть на поверхность или остаться в отливке, образуя газовые раковины, пористость или неметаллические включения, снижающие механические свойства и герметичность отливок. При заливке расплавленного металла движущийся расплав может захватывать воздух в литниковой системе, засасывать его через газопроницаемые стенки литниковой системы. Кроме того, газы могут проникать в металл из формы при испарении влаги, находящейся в формовочной смеси, при химических реакциях на поверхности металл –фор- ма и т.д.
95.ЛИТЕЙНАЯ ФОРМА, форма для литья металлов, обычно сделанная из песка или глины.
96. Модельным комплектом называют набор оснастки, необходимый для изготовления разовой песчаной формы. В комплект для ручной формовки входят модель, подмодельный щиток и стержневой ящик, а для машинной формовки— две модельные плиты для раздельного производства нижних и верхних полуформ и стержневые ящики.
97. Формовочная смесь — это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм. Формовочные смеси по характеру использования делят на облицовочные, наполнительные и единые.
98. Для изготовления форм и стержней применяются разнообразные формовочные и стержневые смеси, состав которых зависит от способа формовки, рода сплава, серийности производства, характера самого литья и имеющихся в распоряжении производства технологических средств и материалов. В зависимости от использования песчано-глинистые формовочные смеси классифицируются следующим образом: по применению при формовке (облицовочные, наполнительные и единые), состоянию формы перед заливкой (для сырых форм, сухих, поверхностно-подсушиваемых и химически-твердеющих), по роду заливаемого в форму сплава (для чугунного литья, стального и цветного).
99. Литниковая система, Литниковая питающая система — система каналов и полостей в форме, через которые жидкий расплавленный материал -расплав (металл или пластик) подается в полость литьевой формы или пресс-формы для литья под давлением
100. Что такое формовка?
Формовка — процесс изготовления литейной формы, который может выполняться как ручным, так и машинным способом.
101.Как выполняется формовка шаблонами?
Для изготовления формы по шаблонам требуется специальная оснастка, состоящая из чугунной плиты — опоры, закрепленной при помощи болтов на основании, и стального шпинделя. На шпинделе закреплен и может перемещаться вверх и вниз рукав, к которому планкой прикрепляют сменный шаблон; винтом его устанавливают на определенном расстоянии от шпинделя. Рукав фиксируют втулкой со стопорным винтом. Для предотвращения износа шаблон, предназначенный для изготовления нескольких форм, окантовывают по рабочему контуру металлической полосой.
102.формовку в кессонах применяют для крупно габаритных отливок массой до 200тон.
Чугунное дно, две неподвижные стенки противоположные им стенки подвижные (для изменения внутреннего размера кессона) форму собирает из стержней-блоков (из жидких самотвердеющих смесей) литниковая система керамическая верхняя полуформа устанавливается на центрирующие штыри и прикручивается болтами. Стр168 Рис4.14
103.формовка в стержнях применяется в массовом и крупно серийном производстве изготовления сложных отливок. Стержни изготавливают по отдельным стержневым ящикам из жидких самотвердеющих смесей, затем форма собирается и уплотняется стальным жакетом. Так формируется рабочая полость. Стр168 рис4.15
104. машинная формовка – все апперации по изготовления формы механизированы.
105.на прессовочный стол устанавливают модельную плиту с моделью, устанавливают опоку и наполнительную рамку, засыпают формовочной смесью. При движении стола вверх прессовая колодка (закрепленная на траверс) входит в наполнительную рамку и уплотняет смесь. Наибольшая плотность смеси у колодки по мери приближения к модели она снижается из-за трения об опоку. Применяют опоки высотой 200-250мм. Стр170 рис4.18(а)
106. На рабочий стол устанавливают модельную плиту, модель, засыпают формовочной смесью. При подачи сжатого воздуха в рабочие тело цилиндра поршень со столом поднимается, открываются выхлопные окна давления падает, и поршень резко опускается. Стол ударяется о края цилиндра и останавливается (цикл повторяется с частотой 120-200 ударов в минуту) смесь за счет инерции уплотняется. Максимальная плотность смеси будет вблизи модели, поэтому выполняют встряхивание с поддавливанием высота опок при этом способе доходит до 1 м. Стр170 рис4.18(в)
107. уплотнение рабочей смеси пескометом осущ-ют рабочим органом пескомета – метательной головкой, выбрасывающей пакеты смеси на рабочую поверхность модельной плиты. (нужен рисунок)
108. Изготовление стержней осуществляется в ящиках вручную или на специальных стержневых машинах из стержневых смесей. В основном используются пескодувный и пескострельный методы, реже встряхивание. Изготовление стержней включает операции: формовку сырого стержня, сушку, окраску сухого стержня. Если стержень состоит из нескольких частей, то после сушки их склеивают. Ручная формовка осуществляется в стержневых ящиках.
109. Расплав заливают в предварительно собранные формы которые расположены горизонтально, реже вертикально или наклонно. Заливаться в неподвижные формы, на пульсирующем конвейере, на непрерывно движущемся конвейере. До конца заливки литниковая чаша и стояк должны быть заполнены жидким металлом. Заливка заканчивается, когда расплавленный металл появляется в выпоре и в нем образуется корка.Ковши чайниковые барабанные и тд. Ковш – металлическая емкость, предназначенная для кратковременного хранения, перемещения и заливки в литейные формы расплава.
110. Наиболее распространен механизированный способ выбивки литья с помощью вибраторов или на выбивных машинах. Из высвобожденных отливок на вибрационных машинах удаляют стержни. Выбивка отливок из опок может осуществляться и вручную.
111. Удаляют литники, выпоры, прибыли и другие излишки металла. Они обрубаются, отрезаются ленточными и дисковыми пилами или газовыми резаками. Заусенцы и неровности зачищаются шлифовальными кругами.
112.отливки зачищают, удаляя мелкие заливы, остатки выпоров и литников, а также другие неровности и выступы на поверхности отливок. Выполняют
зачистку маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами.
Очистка отливок – процесс удаления пригара, остатков формовочной и стержневой смесей с наружных и внутренних поверхностей отливок.
113.Литье в оболочковые формы- сущьность заключаеться в изготовлении отливок путем заливки расплавленного металла в разовую тонкостенную
разьемную литейную форму, изготовленную из песчанно смоляной смеси с термореактивным связующим по металлической нагреваемой модельной
оснастке, с последующим затвердиванием залитого расплава, охлаждением отливки в форме и выбивкой ее из формы.
114.сущьность литья по выплавляемым моделям сводиться к изготовлению отливок заливкой расплавленного металла в разовую тонкостенную неразьемную
литейную форму, изготовленную из жидкоподвижной огнеупорной суспензии по моделям разового использования с последующим затвердиванием залитого металла,охлаждением отливки в форме и извлечение ее из формы.
115.Основные операции технологического процесса:
- на машинах с холодной камерой прессования, после подготовки пресс-формы
к очередному циклу, ее сборки и запирания с помощью запирающего механизма ли-
тейной машины, в камеру прессования подается доза расплава. Затем под действием пресс-
поршня, перемещающегося в этой камере посредством механизма прессования, через кана-
лылитниковой системырасплав заполняет рабочую полость пресс-формы
- на машинах с горячей камерой прессования, особенность технологического процесса
обусловлена тем, что камера прессования располагается в тигле и сообщается
с ним заливочным отверстием . Через это отверстие, при исходном положении пресс-
поршня, расплав самотеком поступает из тигля в камеру прессования. После перекрытия
пресс-поршнем заливочного отверстия расплав по обогреваемому каналу поступает в рабо-
чую полость пресс-формы. Рабочий цикл завершается после возврата пресс-
поршня в исходное положение, слива остатков расплава из канала в камеру прессования,
раскрытия пресс-формыи удаления из нее отливки толкателями .
116.Литье методом вакуумного всасывания
Сущность литья методом вакуумного всасывания заключается в том, что тонкостенная, непрерывно охлаждаемая водой форма - кристаллизатор,
связанная с вакуум - системой, погружается в ванну с расплавленным металлом.
Изготовление отливок вакуумным всасыванием успешно применяется, например, при получении заготовок для втулок из цветных металлов.
Этим способом устраняется брак по газовым раковинам и пористости.
117.Центробежное литье
При центробежном литье во вращающуюся форму заливают расплавленный металл, который под действием центробежных сил прижимает ее к стенкам и,
застывая, принимает желаемую форму. Отливки получаются плотными, так как посторонние включения, равно как и газы, будучи легче металла,
оттесняются центробежной силой к внутренней поверхности формы, а основное тело отливки приобретает плотное здоровое строение.
При центробежном литье формы делают из чугуна и хромоникелевой стали. С внутренней стороны поверхности смазываю тих слоем огнеупорного материала.
1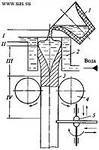 18.схема:
18.схема:
119.ЛИТЬЕ ВЫЖИМАНИЕМ - процесс получения тонкостенных крупногабаритных отливок путем свободной заливки расплавленного металла в раскрытые
металлические формы с последующим их сдвиганием и выжиманием жидкого металла (рис. Л-12). Литьем выжиманием получают отливки из цветных
сплавов размерами до 1X2,5 м и толщиной стенок 2,5 - 5 мм.
1 - заливка сплава; 2 - начало сближения полуформ; 3 - окончание сближения полуформ и выжимание излишка металла
120.Прокатка жидкого металла
Прокатка жидкого металла — одна из разновидностей непрерывного литья. Она применяется для изготовления чугунного листа.
При этом жидкий металл заливается между двумя водоохлаждаемыми вращающимися валками, где затвердевает,
образуя тонкую корочку твердого металла — сплошной плотный лист, толщина которого равна зазору между валками.
Впоследствии этот лист подвергают термической обработке и используют для изготовления труб, кровельных листов и т. п.
121.ЛИТЬЁ НАМОРАЖИВАНИЕМ, «жидкая прокатка» - способ получения изделий в виде лент или листов путем свободной непрерывной заливки
расплавленного металла в зазор между вращающимися водоохлаждаемыми валками и формирования изделия с толщиной до 1 мм.
130.Пригар
Пригар — это слой формовочных материалов, сцементированных металлом, его оксидами и различными силикатными фазами, прочно сцепленный с поверхностью отливки.
Механический пригар образуется в результате проникновения жидкого металла в поры поверхности формы.
Химический пригар — это пригоревшая корка на поверхности отливки, образовавшаяся в результате физико-химического взаимодействия оксидов железа с материалами формы и ее атмосферой.
Термический пригар образуется в результате расплавления легкоплавких примесей формовочной смеси и приваривания их вместе с зернами песка к поверхности отливки.
В большинстве случаев наблюдается комплексный пригар, т. е. химико-механический.
Основными направлениями борьбы с пригаром являются: применение формовочных смесей, обеспечивающих восстановительную атмосферу в форме, уменьшение размеров пор, препятствующее проникновению металла и уменьшающее площадь контакта продуктов химических реакций с формовочным материалом.
Приливы
Приливами называют различные утолщения тела отливок, не соответствующие чертежу заготовки.
Заливы — это утолщения, образованные по плоскости разъема формы. Они обусловлены отклонениями размеров модельного комплекта и/или опочной оснастки, а также неудовлетворительным скреплением опок между собой. Предупредить появление этого дефекта позволяет обеспечение высокой точности используемой литейной оснастки и надежное скрепления опок.
Подутость появляется в результате статического давления жидкого металла на стенки недостаточно уплотненной формы. Такой дефект называют также распором. Его можно предотвратить, добиваясь необходимой степени уплотнения формовочной смеси.
Наростами называют утолщения, возникающие в результате разрушения поверхности формы струей жидкого металла размытого участка. Исключить размывы поможет правильный подвод металла и повышение поверхностной прочности формовочных смесей.
Просечки (или гребешки, заусенцы) появляются в результате затекания металла в трещины формы или стержня. Трещины образуются, главным образом, в результате теплового расширения форм и стержней. Устранение дефекта: использование различных средств, ускоряющих затвердевание метала, в том числе – за счет повышения теплоаккумулирующей способности формы. Например, при изготовлении стальных отливок в смесь вводят пылевидные фракции оксидов железа.
Обвалы образуются из-за разрушения части формы вследствие недостаточной прочности смеси.
Задиры, обжимы появляются в результате неудовлетворительного состояния модельно-опочной оснастки. Задиры возникают при соприкосновении между собой при сборке верхней и нижней полуформ с частичным их разрушением. Обжимы — это результат чрезмерного обжатия некоторых частей формы.
131. Отливки подвергают контролю для определения их соответствия требованиям стандартов и технических условий. Проверяют химический состав сплава, структуру, размеры и геометрию отливок, механические свойства, устанавливают отсутствие поверхностных и внутренних дефектов.
Дефекты можно разделить на две группы: неисправимые и исправимые. Неисправимые дефекты, обычно крупные по размерам, исправить невозможно или невыгодно. В этом случае отливку считают негодной для использования и переводят в разряд окончательного брака. Исправимые дефекты, обычно мелкие, экономически целесообразно подвергать исправлению.