

3. На організаціюпромислових процесівзначно впливає структура затрат часу в промисловому циклі.
Промисловий цикл – це інтервал часу від початку до кінця промислового процесу виготовлення виробу.
Промисловий цикл являється нормативним при плануванні і регулюванні виробництва. Він використовується для встановлення строків запуску у виготовлення деталей, виходячи із строків випуску готової продукції.
До складу виробничого процесу входять час виробництва і час перерв.
Час виробництва складається із часу виготовлення технологічних операцій, операцій переміщення і операцій контролю.
Час перервскладаєтьсяіз часу міжопераційних, міжциклових і режимнихперерв.
Міжопераційні перерви виникають при передачі виробів по робочим місцям партіями, тобто виріб повинен чекати поки виготовлять всю партію або при невідкладностісуміжнихоперацій.
Міжциклові – потрібні для наповнення комплекту виробів для сумісної обробки, (наприклад :комплект для загрузки камер термообробки).
Режимні перерви – визначаються режимом роботи підприємства і складаються із загальних перерв, міжсуміжних перерв, непрацюючих змін і днів.
Тривалість виробничих циклів залежить від конструктивно-технологічного і організаційного факторів.
Конструктивні характеристики визначають тривалість виробничих операцій. Організаційні – ступінь їх сумісності.
Виробничий цикл складається із стадійних циклів і часу перерв.
Стадійний цикл – час від початку до кінця виконання повторюю чого стадійного процесу.
Графік стадійного процесу
Операції |
Тривалість |
Графік виконання |
1. Установка форми на віброплощадку |
t01 |
|
2. Підготовка бетоноукладача |
t02 |
|
3. Укладка і ущільнення бетонної суміші |
t03 |
|
4. Контроль ущільнення
|
t04 |
|
5. Знімання форм
|
t05 |
|
|
|
|
Тривалість стадійного процесу
![]()
m - кількість несуміжних операцій
toi– тривалість і-ї операції.
Тривалість операцій які визначаються по нормам часу(трудомісткості) – Ноі
![]()
Ноі–норматив трудомісткостіі- ї операції
Nоі – кількість людей, занятих на виконання і- ї операції
Кількість людей може змінюватися від мінімально необхідного для виконання цієї роботи до максимально допустимого.
Тривалість циклучасткового процесу визначається кількістю і тривалістю циклів стадійних процесів, кількостіпередаточноїпартії (кількість виробів, що передаються з однієї стадії процесу на іншу) і послідовністю обробки (видом руху виробу)
Графік виконання виробничого циклу при різних видах руху виробів
Послідовний рух
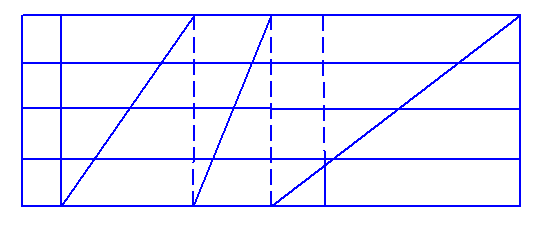
n –кількістьвиробів в передаточній партії
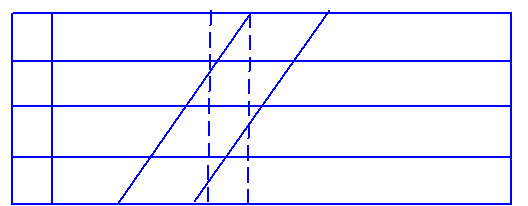
Паралельний рух
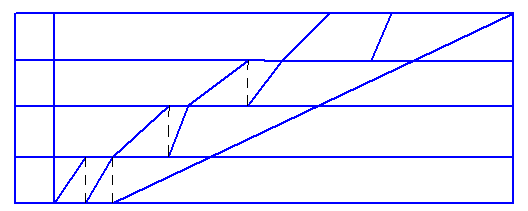
3) Паралельно-послідовний рух
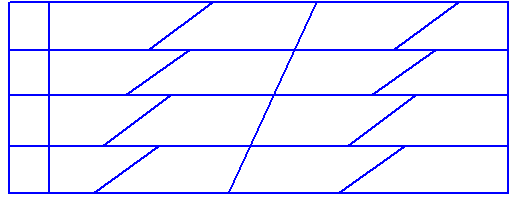
4) Синхронний рух
1) При послідовному русі тривалість циклу
![]()
т – кількість стадійних процесів
В тому числі тривалість циклу пропорційна передаточній партії (n). При значній величині nвиникають великі перерви в обробці окремих виробів.
2) Паралельний рух характеризується тим, що перехід з попередньої стадії процесу на наступнупроходить швидко і вироби непростоюють, чекаючи обробку.
Але при різній тривалості суміжних стадійних процесів виникає простій обладнання.
Тривалість циклу:
![]()
Тmax – час виконання найбільш тривалого стадійного процесу
3) При паралельно-послідовному русі виникає безперервна робота на кожній стадії. Вироби в цьому випадку передаються із стадії на стадію по штучно.
При такій організації виробництва також не досягається повної безперервності.
Тривалість циклу:

де k іl- кількість стадійних процесів відповідно з більшою і меншою тривалістю.
4) Для синхронного руху характерна повна безперервність руху виробів і роботи обладнання. Це характерно для процесів з однаковою або короткою тривалістю стадійних процесів.
Тривалість циклу:
![]()
r–тактпроцесу
Зіставляючи графіки необхідно відмітити, що використовуючи синхронізацію (рівність або кратність стадійного процесу) можна досягти безперервності і ритмічності роботи, що дає можливість зробити Тц мінімальною і ефективно використовувати обладнання.
Тема: Основи проектування виробничих процесів
1. Принципи і етапи проектування виробничих процесів.
2. Вихідна інформація для проектування.
3.Постановка задачі.
1.Розробка технологічних процесів виготовлення…. базується на двох принципах:
а) Технічному – технологічний процес має повністю забезпечити виконання всіх вимог робочих креслень і технічних умов на виготовлення заданих виробів.
б) Економічному – виготовлення виробів має вестись при мінімальних обладнання, інструментів при мінімальних затратах робочого часу і мінімальній собівартості.
2.При проектуванні технологічних процесів послідовно вибирають:
- спосіб виробництва;
- структуру технологічного процесу;
- технологічні методи і режими операцій;
- підбирають і розраховують технологічне обладнання;
- визначають тривалість технологічного процесу;
- визначають матеріальну забезпеченість;
- підбирають склад робочих;
- визначають основні техніко-економічні показники виробництва.