3. Описание моделей
Модель 1.
Костюм женский (жакет, шорты) молодежный, для повседневной носки.
Костюм выполнен из плотной атласной одноцветной ткани и подкладочного материала.
Жакет небольшого объема, полуприлегающий, со сквозной застежкой спереди на пуговицах. Прорезные карманы с листочкой, расположены вертикально чуть ниже линии талии. Рукав длинный (до запястья), прямой, двухшовный.
Воротник-стойка, средний по высоте, не плотно прилегающий.
Длина жакета чуть выше линии бедер.
Шорты небольшого объема полуприлегающего силуэта, спереди с застежкой на молнии и пуговице.
Изделие с боковыми карманами. Верх шорт оформлен притачным поясом со шлевками. Линия низа чуть выше колена.
Модель 2.
Жакет отличается от модели 1 отсутствием карманов и длиной рукава ѕ.
На шортах отсутствуют карманы.
Модель 3.
Жакет отличается от модели 1 отсутствием карманов и закругленной линией бортов.
На шортах боковые карманы отличаются по форме (линия входа в карман).
4. Выбор методов обработки и оборудования
Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе технического перевооружения и реконструкции существующих предприятий, внедрения нового оборудования и средств малой механизации, применения прогрессивных технологий изготовления одежды, организации управления качеством.
Большие возможности повышения производительности труда имеет получившая в последнее время широкое распространение новая малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительное соединение отдельных деталей. Использование малооперационной технологии в качестве средства механизации и автоматизации способствует максимальной концентрации однородных технологических операций.
Большое значение для повышения эффективности производства швейных изделий имеет разработка и внедрение рациональных, так называемых технологичных конструкций одежды, обеспечивающих повышение производительности труда на 10-35% в результате снижения трудоемкости обработки при высоком ее качестве, снижения удельного веса ручных работ, применения высокоэффективных клеевых материалов, унификации деталей, узлов.
Технологические конструкции предусматривают также снижение расхода материала на изготовление изделия.
Таким образом, все возрастающий спрос на красивую и высококачественную одежду, улучшение внешнего оформления изделий, особенности и проблемы массового производства требуют от производителей глубоких знаний в области технологии швейных изделий.
Таблица 4.1 Характеристика оборудования.
№ п/п |
Наименование оборудования и приспособления |
Вид изделия, при изготовлении которого применяется оборудования и приспособления |
Марка и завод изготовитель оборудования и приспособления |
1. |
Прямострочная одноигольныая машина челночного стежка, с продвижением материала нижней рейкой и челноком с горизонтальной осью вращения. |
Изделия из всех видов ткани |
FY8500 «YAMATA» (Япония) |
2. |
Высокоскоростная пятиниточная двухигольная стачивающе-обметочная машина. |
Изделия из всех видов ткани |
MA4-B551 «Brother» (Япония) |
3. |
Пресс для дублирование деталей клеевыми прокладками
|
Изделия из всех видов ткани |
С 371КМН-1+12-36А+956А «Паннония» (Венгрия) |
4. |
Разутюживание и заутюживание посадки рукавов после втачивания |
Изделия из всех видов ткани |
Стол утюжильный CS- 394К+395/11 «Паннания» (Венгрия) |
5. |
Однониточная, цепная машина для выметывания бортов, |лацканов и воротников
|
Изделия из всех видов ткани |
2222кл. ПО «Промшвеймаш» (Россия) |
6. |
Подшивочная машина потайного однониточного цепного стежка |
Изделия из всех видов ткани |
FY 600 «FEIYUE-YAMATA» (Япония) |
7. |
Автоматическая петельная машина для изготовления прямых петель |
Изделия из всех видов ткани |
GBH 1010G «Garudan» (Япония) |
8. |
Пуговичная машина однониточного цепного стежка. |
Изделия из всех видов ткани |
BM- 917A «Brother» (Япония) |
9. |
Заутюживание, приутюживание полочек, спинки, воротников, лацканов, низа изделия
|
Изделия из всех видов ткани |
Cs-1351+12-10+306В «Паннания» (Венгрия)
|
Таблица 4.2 Методы обработки жакета
№ п/п |
Наименование соединений обработки |
Схема конструкции соединения |
Наименование соединений обработки |
Тип, класс оборудования, приспособления |
1. |
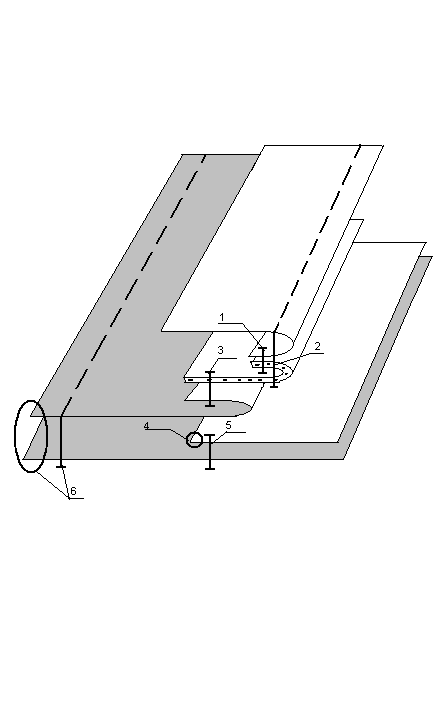
Обработка бокового кармана в рельефе |
|
1- отделочный -0,1см; 2 – притачной – 1,5; 3 – притачной – 1,5см 4 – притачной – 1,5см; 5 – стачивающе-обметочный |
FY8500 кл., «YAMATA», (Япония), MA4-B551 кл. «Brother» (Япония)
|
2. |
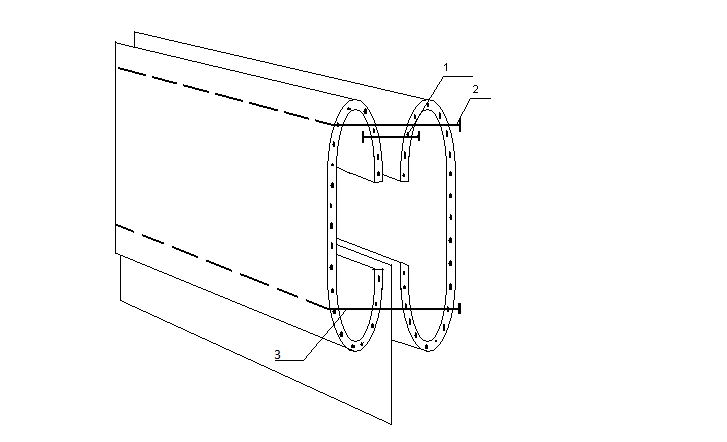
Обработка воротника- стойки |
|
1 – отделочный – 0,1см; 2 – втачной – 0,7см; 3 – втачной – 0,7см. |
FY8500 кл. «YAMATA» (Япония) |
3. |
Обработка борта под застежку |
|
1 – обтачной – 0,7см 2 – отделочный – 0,1см 3 – притачной – 1см |
FY8500 кл. «YAMATA» (Япония) |
4. |
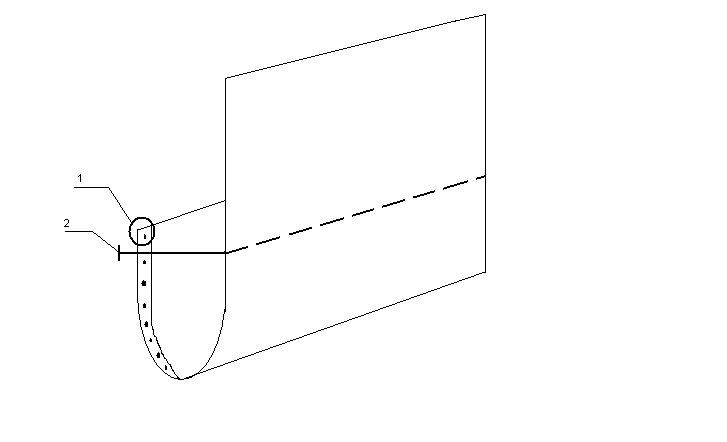
Обработка низа жакета |
|
1 – притачной – 1см |
FY8500 кл. «YAMATA» (Япония) |
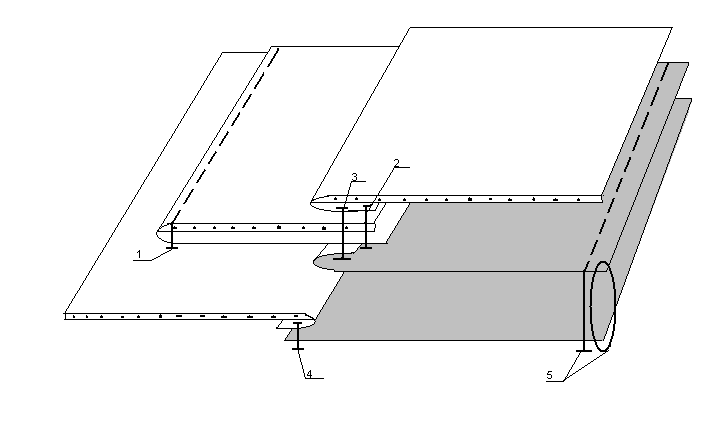
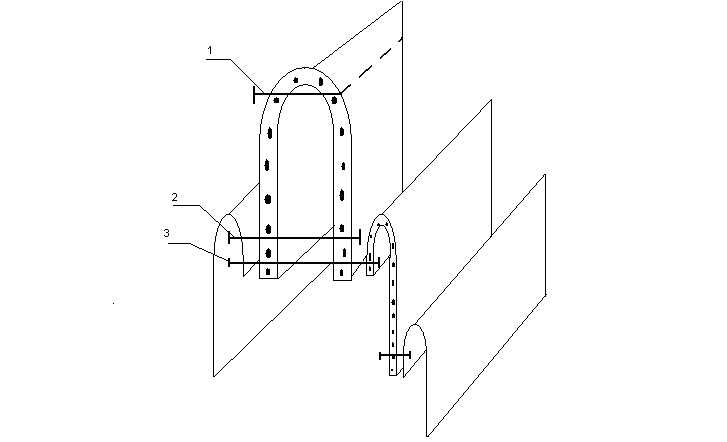
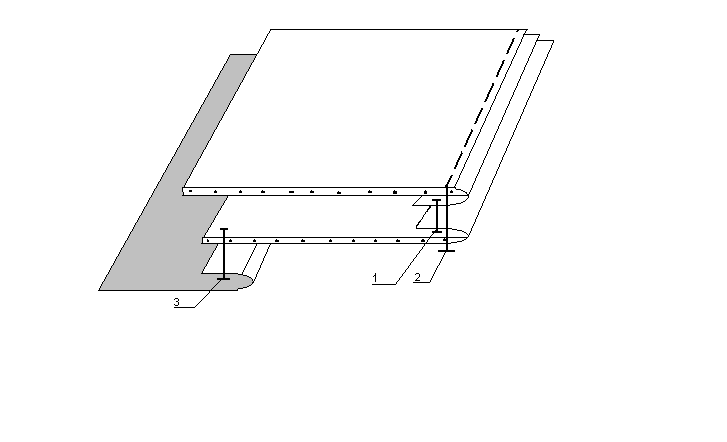
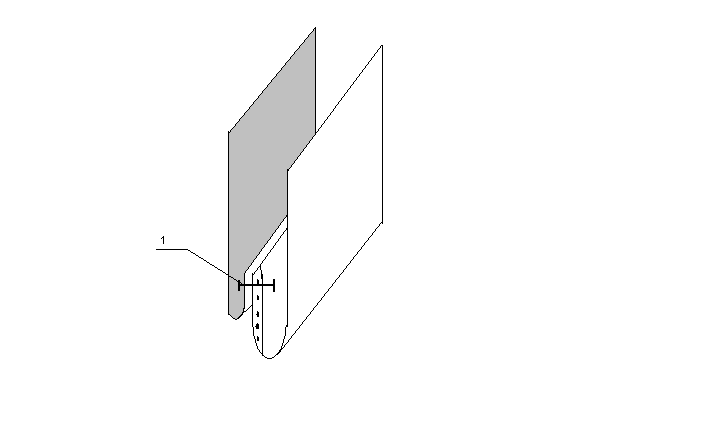
Таблица 4.3 Методы обработки шорт
№ п/п |
Наименование соединений обработки |
Схема конструкции соединения |
Наименование соединений обработки |
Тип, класс оборудования, приспособления |
1. |
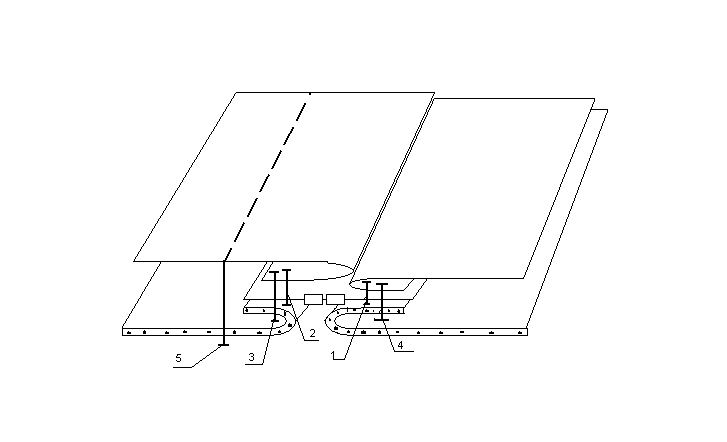
Обработка бокового кармана |
|
1 – обтачной – 1см; 2 – отделочный – 0,1см; 3 – притачной – 1см; 4 – обметочный; 5 – притачной – 1см; 6 – краеобметочный |
FY8500 кл. «YAMATA» (Япония), MA4-B551 кл. «Brother» (Япония) |
2. |
Обработка шлевки |
|
1 – обтачной – 1см. 2 – отделочный - 0,1см; 3 – отделочный - 0,1см |
FY8500 кл. «YAMATA» (Япония) |
3. |
Обработка пояса |
|
1 – обтачной – 1,5см; 2 – отделочный – 0,1см; 3 – притачной отделочный – 0,1см.
|
FY8500 кл. «YAMATA» (Япония) |
4. |
Обработка застежки на молнии |
|
1 – притачной – 1см; 2 – притачной – 1см; 3 – притачной - 2см; 4 – притачной -2см; 5 – отделочный – 2 см. |
FY8500 кл. «YAMATA» (Япония) |
5. |
Обработка низа |
|
1 – обметочный; 2 – настрочной – по модели |
FY8500 кл. «YAMATA» (Япония), MA4-B551 кл. «Brother» (Япония)
|