

2.2 Определение типа производства
Тип производства характеризуется по признакам широты номенклатуры, стабильности объема выпускаемой продукции и специализации рабочих мест. Различают три основных типа организации производства: массовое, серийное и единичное.
Произведем расчет показателей, характеризующих тип производства:
1. Коэффициент закрепления операций, Кз. о = Кн. о / Ко. о =24: 5 = 4,8
Кз. о - характеризует какое среднее количество неделимых операций закрепляется за принятым рабочим местом (организационной операцией) в производственном подразделении за месяц при работе в одну смену;
Ко. о - количество рабочих мест (организационных операцией) в производственном подразделении за месяц при работе в одну смену;
2. Коэффициент серийности, Кс = 1/Кз. о = 1/4,8 = 0,21
Кс - показывает какую долю времени в среднем занято рабочее место выполнением одной и той же организационной операции в производственном подразделении за месяц при работе в одну смену.
На основании произведенного расчета коэффициентов закрепления операций и серийности можно принять, что проектируемое производство относится к крупносерийному производству.
2.3 Производственная структура предприятия
Важнейшее значение для работы предприятия имеет правильность выбора типа производственной структуры.
Схема производственной структуры нашего предприятия по выпуску выбранного ассортимента продукции выглядит следующим образом:

Рисунок 2.1 - Схема производственной структуры
На основном производстве проходит весь технологический процесс от подготовки материала до упаковки готовой продукции.
Вспомогательное производство обеспечивает бесперебойный и непрерывный выпуск продукции в основном производстве, других производствах и хозяйствах.
Обслуживающие хозяйства отвечают за хранение и доставку продукции.
Подсобное производство изготавливает тару для транспортировки продукции, вкладыши, этикетки, памятки для потребителей.
В побочном производстве обрабатываются отходы для реализации.0,5 % - швейная обрезь - идет на изготовление наполнителя для детских игрушек, подушек и прочие нужды.
3. Организация основного производства
3.1 Характеристика основного производственного процесса. Методы определения длительности производственного цикла
Расчет количества рабочих мест:
Поток - агрегатно-групповой, одномодельный, пачковый запуск продукции, сменный выпуск продукции Всм = 1000 шт/см., трудоемкость организационных операций (Нт) приведена в таблице 3.1., длительность смены - Тсм = 28800 с., перерывы на потоке организационного характера - Торг = 1200 с. В табл.3.1 отражены результаты расчёта количества рабочих мест.
Таблица 3.1 - Результаты расчета количества рабочих мест
Номер организационной операции |
Метод расчета Нт х Всм / (Тсм - Торг) |
Количество рабочих мест |
|
Расчет-ное, Чр |
Принятое, Чп |
||
1 |
48х1000/ (28800 - 1200) |
1,7 |
2 |
2 |
260х1000/ (28800 - 1200) |
9,4 |
10 |
3 |
148х1000/ (28800 - 1200) |
5,4 |
6 |
4 |
55х1000/ (28800 - 1200) |
2 |
2 |
5 |
107х1000 / (28800 - 1200) |
3,9 |
4 |
Итого |
|
22,4 |
24 |
Далее на рисунке 3 отражена схема организации потока.

Рисунок 3 - Схема организации потока
Примечание.
Этап №I. РМ №1 поочередно снабжает РМ №3, 5, 7, 9,11. Таким образом обеспечивается отсутствие простоев на РМ №3, 5, 7, 9, 11.
Этап №II. Схематично система, обеспечивающая непрерывную работу, выглядит следующим образом:
РМ №13 |
РМ №15 |
РМ №17 |
РМ № 3 |
РМ №5 |
РМ №7 |
РМ №9 |
РМ №11 |
РМ №3 |
РМ №5 |
РМ №7 |
РМ №9 |
РМ №11 |
РМ №3 |
… |
Этап №III. На третьем этапе все изделия с РМ № 13,15,17 передаются на РМ №19.
Этап №IV. Просуммированные пачки с изделиями (по 50шт.) передаются с РМ №19 следующим образом: четные номера пачек на РМ №21; нечетные номера пачек на РМ №23.
Аналогичная ситуация на потоке 2 (РМ №2 по РМ №24).
Количество продукции, вырабатываемое на каждом рабочем месте, по плану определено в табл.3.2
Таблица 3.2 Количество продукции, вырабатываемое по плану на каждом рабочем месте (ПЗ), определяется по формуле (Всм / Чп)
Номер организационной операции |
Метод расчета ПЗ (Всм/Чп) |
Принятое количество рабочих мест, Чп |
Плановое задание на смену, ПЗ, шт |
Коэффициент синхрониза-ции (Чр/Чп) |
1* |
1000/2 |
2 |
500 |
1,7/ 2=0,85 |
2 |
1000/10 |
10 |
100 |
9,4/10=0,94 |
3* |
1000/6 |
6 |
167 |
5,4/6=0,9 |
4 |
1000/2 |
2 |
500 |
2/2=1 |
5 |
1000/4 |
4 |
250 |
3,9/4=0,98 |
|
На поток |
1000 |
|
|
* На первой технологической операции будут иметь место простои (Тп) в размере 72 мин (Тп = Тсм х (1 - 0,85) = 72 мин), на третьей операции - 48 мин. Процент потерь рабочего времени Пп = Тп х100/ Чп х Тсм = (72х2 +48х6) х 100/24х 480 = 3,75 %.Длительность технологического процесса и трудоемкость пошива изделия приведены в табл.3.3 при такте потока τ = (Тсм - Торг) / Всм = (28800 - 1200) / 1000 = 27 с.
Таблица 3.3 - Расчет показателей потока
Номер организацион- ной операции
|
Трудоемкость организационной операции, Нт, с. |
Число рабочих мест, принятое на потоке, Чп |
Расчетная длительность технологич. операции, Тц Ј (гр.2/гр.3) |
Отклонение от такта потока (∆), с |
1 |
48 |
2 |
24 |
-3 |
2 |
260 |
10 |
26 |
-1 |
3 |
148 |
6 |
25 |
-2 |
4 |
55 |
2 |
28 |
+1 |
5 |
107 |
4 |
27 |
0 |
Итого, с Итого, мин |
618 10,3 |
24 |
130 2,17 |
|
Коэффициент эффективной синхронизации (Кэ. с):
Кэ. с = (100 - Пасинх) /100 = (100 - 4,6) / 100 = 0, 954
Процент асинхронизации (Пасинх):
Пасинх = (∑ ∆ х Чп) х100/ (τ х Чп) = (3х2 + 1х10 + 2х6 + 1х2) х100/ (27х24) = 4,6 %.
На основании данных табл.3.3 построим график синхронизации технологических операций (рис.4).
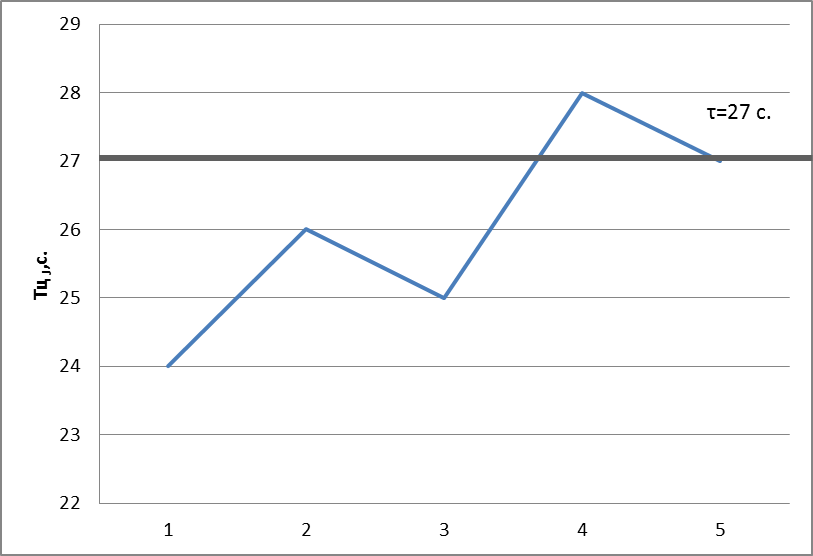
Рисунок 4 - График синхронизации технологических операций
Тц Ј - расчетная длительность технологических операций, с.
1,2,3,4,5 - номер организационной операции.
Учет выработанной продукции по технологическим операциям за месяц и отклонений в организации производства целесообразно организовать согласно табл.3.4
Таблица 3.4 - Учет выработанной продукции по технологическим операциям
ФИО |
ПЗ Шт/см |
№ РМ |
Дни месяца |
Итого |
||||||||||||||||
1 |
2 |
3 |
4 |
5 |
|
8 |
9 |
10 |
11 |
12 |
|
15 |
16 |
17 |
18 |
… |
||||
|
500 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
167 |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
167 |
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
167 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
167 |
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
167 |
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
167 |
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 |
19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
21 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|