

Підготовка дублюючої маси
Гідроколоїдні гелі на основі агару містять 70% води та клейкого желатину з додаванням гліцерину та мінеральних речовин, при нагріванні у воді до 100 °С перетворюються в золь (золь - це колоїдна система, в якій дисперсна фаза є твердою речовиною, а постійна фаза - рідиною), а при охолодженні до 43,3 °С він знову перетворюється в гель. Тому ці маси називають реверсивними, або зворотніми. Вони можуть використовуватись багаторазово. Дублюючі гелі нешкідливі для зовнішнього середовища і дешевші, ніж силіконові. Проте, форми для дублювання із гідроколоїдних мас на основі агар-агару недостатньо міцні (при необережному поводженні можуть деформуватися), нестабільні (на відкритому повітрі одразу дають усадку). А це негативно впливає на точність каркасів бюгельних протезів при відливанні на вогнетривких моделях.
Форми для дублювання із силіконових мас відрізняються високою точністю відтворення, стабільними розмірами (матеріал не дає усадки) значно стійкіші до деформацій. Тому, звичайно, перевагу слід віддавати силіконовим дублюючим масам.
При застосуванні термопластичних гідроколоїдних мас шматочки дрібно нарізаного ґумоподібного гелю розплавляють при температурі 95 °С (за інструкцією виробника), постійно помішуючи. Ці маніпуляції можна провести з використанням закритих електронних мікропроцесорних апаратів із автоматичним змішувачем та регульованою мікропроцесором робочою температурою - показники висвічуються на дисплеї (Геловіт МР) - або в емальованому посуді на водяній бані, вручну перемішуючи дублюючий гель. При використанні текучих силіконів немає потреби в попередньому замочуванні гіпсової моделі, а компоненти матеріалів (порошок, рідина) замішуються в певній об'ємно-масовій пропорції у точній відповідності до рекомендацій виробника в спеціальних вакуум-змішувачах або ручним способом (мал. 2).
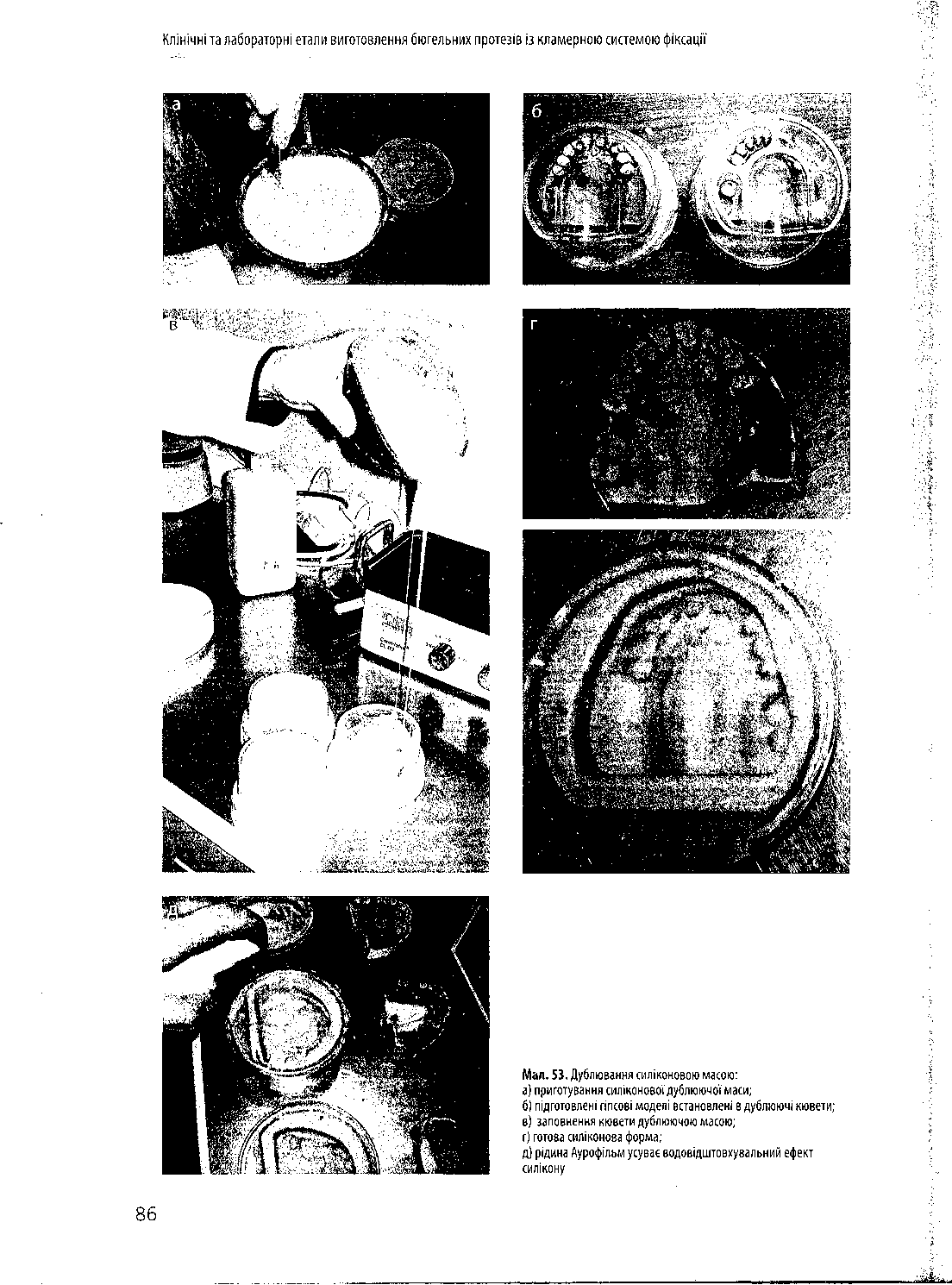
Заповнення кювети дублюючою масою - гідроколоїдним гелем вручну або через жиклер змішувача проводять на вібростолику через один з трьох отворів у верхній частині кювети так, щоб струмінь маси не потрапляв на воскові деталі гіпсової моделі. При цьому маса повільно заповнює кювету, витісняє повітря та охоплює всі елементи моделі щелепи.
Заповнену кювету охолоджують послідовно:
на повітрі при кімнатній температурі впродовж 20-30 хв. або часу, рекомендованого
виробником;
- у проточній воді (температура 8-10 °С) впродовж 30-45 хв.
Охолоджувати кювету потрібно поступово, щоб уникнути перепаду температури в шарах дублюючого гелю, оскільки швидке охолодження поверхневих шарів гелю викликає перепад температурного стану на поверхні та усередині, що призводить до відшарування від гіпсової моделі щелепи внаслідок усадки. При цьому корпус кювети повинен бути із матеріалу з низькою теплопровідністю, наприклад, із полімеру.
Заповнення кювети силіконовою масою для дублювання проводять безпосередньо після ретельного змішування компонентів у вакуум-міксері. Процес тверднення силіконового матеріалу в кюветі доцільно проводити в спеціальному апараті з контрольованим тиском. Так, наприклад, у апараті Варіопрес твердіння силікону відбувається упродовж 35-40 хв. під тиском в 4 атмосфери.
Вивільнення гіпсової моделі щелепи із дублюючого матеріалу проводять після відокремлення від кювети її основи. При використанні термопластичних гідроколоїдних мас зрізують дублюючу масу навколо основи гіпсової моделі і обережно вивільняють модель.
При використанні силіконових дублюючих мас гіпсова модель вивільняється від силікону за допомогою стисненого повітря. Поверхню силіконової дублюючої маси покривають спеціальною рідиною (наприклад, Аурофільмом) з метою усунення водовідштовхувального ефекту силіконової поверхні та ретельно висушують стисненим повітрям.
Після візуальної оцінки якості гідро- колоїдної або силіконової форми в кюветі для дублювання її заповнюють вогнетривкою формувальною масою для отримання робочої вогнетривкої моделі щелеп (мал. 3).
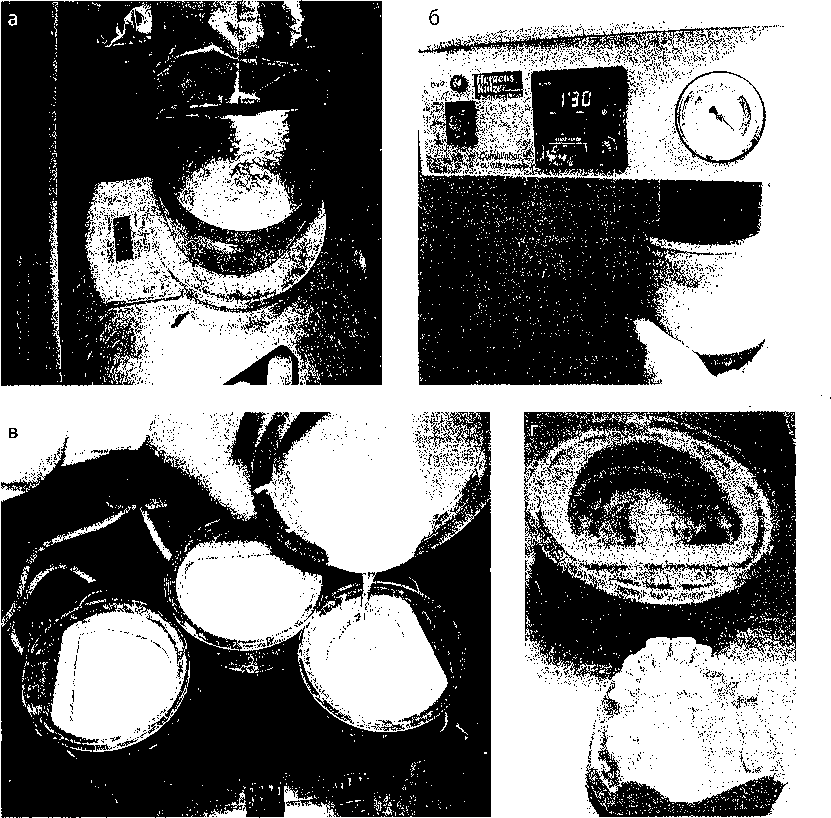
Мал. 3 Виготовлення вогнетривкої моделі:
а) приготування формувальної маси;
б) замішування формувальної маси у вакуум- змішувачі;
в) формувальна маса поступово заповнює силіконову форму на вібростолику;
г) вогнетривка модель вивільнена із силіконової форми
Для отримання вогнетривкої моделі використовують формувальні маси, основними компонентами яких є вогнетривкий дрібнодисперсний порошок та зв'язуючі речовини. Для отримання вогнетривких моделей для бюгельних протезів використовують фосфатні формувальні маси. Формувальні маси також використовують для формування каркаса бюгельного протеза на вогнетривкій моделі в опоку. В цьому випадку слід застосовувати таку ж формувальну масу, з якої отримували вогнетривку модель.
Методика відливання бюгельних протезів на керамічних вогнетривких моделях має дві переваги. По-перше, немає небезпеки щодо деформації воскової репродукції майбутнього каркаса бюгельного протеза під час зняття його з моделі і підготовки до відливання. По-друге, є можливість компенсувати ливарну усадку сплаву за рахунок розширення вогнетривкої моделі в процесі нагрівання. Залитий на нагріту, а відтак збільшену в об'ємі модель, метал охолоджується разом з моделлю, таким чином зберігаючи розміри відливки.
Точні відливки можливо отримати тоді, коли для моделі використовують такий матеріал, який в процесі нагрівання розширюється на величину усадки сплаву, а потім під час охолодження стискується до попередніх розмірів. Таким матеріалом є кварц, пластифікований етил-силікатом.
Кремнію оксид може перебувати в трьох алотропних формах: кварц, тридиміт, кристобаліт. Кварц, або звичайний природний кварцовий пісок, має форму. Під час нагрівання до 573 °С він набуває β-форми, збільшуючи при цьому об'єм. Перетворення другої форми кварцу - кристобаліту відбувається при температурі 180-270 °С, із значнішим збільшенням об'єму. Перетворення тридиміту не супроводжується збільшенням об'єму, тому його не використовують як формувальну масу. На об'єм кварцу впливає не тільки його різновид, а й величина зернового складу формувальної маси. На ступінь термічного розширення впливають кількість та вид рідини, взятої для замішування.
Отримання вогнетривкої моделі щелепи залежить від вибору матеріалу для її створення та складу дублюючої маси:
при використанні термопластичних гідроколоїдних мас на основі агар- агару
рекомендується отримувати вогнетривку модель із матеріалів з мінімальним часом
твердіння, щоб вода із дублюючої маси не встигла вступити в реакцію з вогнетривким
матеріалом;
при використанні силіконових дублюючих мас для отримання вогнетривкої моделі
використовують матеріали на основі фосфатної зв'язки, вміст кварцу в яких досягає 70%.
Послідовність основних маніпуляцій при отриманні вогнетривкої моделі щелепи
наступна (мал. 3):
Замішування компонентів вогнетривкої маси спочатку вручну до утворення однорідної маси, а потім у вакуум-змішувачі впродовж 60 секунд.
Заповнення форми в дублюючій кюветі проводять при температурі 200С ( впродовж 2,5-3,0 хв. Вогнетривка мас а заповнює кювету рівномірним стру менем, після чого кювету встановлю ють на вібростолику, який працює в середньо інтенсивному режимі. При використанні силіконових дублюючих мас, кювету, заповнену вогнетривкою масою, розміщують в апараті, в якому створюється тиск 4 атмосфери.
Після вивільнення вогнетривкої моделі щелепи із дублюючої маси її просушують. Якщо вогнетривкі моделі отримували в силіконових формах, то їх висушують при температурі 70 °С впродовж 5-10 хв. у сушильній шафі. Пізніше на всю поверхню моделі щелепи наносять спеціальну рідину, яка забезпечує міцну адгезію воскової репродукції протеза до поверхні моделі (Дюрофлюід, «Бего», Німеччина). Моделі, створені в гідроколоїдних формах, висушують в сушильній шафі при температурі 250 °С впродовж 60 хв. Потім моделі занурюють для закріплення на кілька секунд в посудину зі спеціальною рідиною (Дюрол, Дипфікс, «Бего», Німеччина), яка сприяє їх твердінню, згладжуванню поверхні, а пізніше поміщають в сушильну шафу або муфельну піч на 10 хв.