

5.Признаки неисправности сцепления, методы их определения.
Пробуксовка сцепления возникает, если замаслились рабочие поверхности ведомого диска или если нет свободного хода педали сцепления. Замасленный ведомый диск нужно заменять новым или же сменить только фрикционные накладки. Ведомый диск, замасленный незначительно, можно зачистить шкуркой или промыть бензином, однако фрикционные свойства накладок этим способом полностью восстановить нельзя. Ведущий и нажимный диски нужно тщательно промыть бензином и насухо протереть. Причиной пробуксовки сцепления может быть также потеря упругих свойств нажимными пружинами вследствие сильного перегрева.
Дергание при включении сцепления может быть вызвано также биением нажимного диска и возникающим вследствие неправильной установки ведущего диска после разборки сцепления или такими причинами, как:
а) недостаточная величина свободного хода педали сцепления;
б) неодновременное нажатие подшипника выключения на головки болтов;
в) неисправность ведомого диска сцепления (вышли из строя фрикционные накладки);
г)слабое крепление двигателя к раме, вызывающее перемещение сцепления относительно тяги выключения сцепления;
д) тугое перемещение ступицы ведомого диска по шлицам первичного вала коробки передач из-за наличия забоин на валу, полученных при небрежной сборке или разборке сцепления.
Сцепление выключается неполностью (ведет). Признаком этой неисправности является трудность переключения передач и шум шестерен коробки передач при переключении. Причиной неполного выключения может быть большой свободный ход педали сцепления, погнутость вилки выключения сцепления, коробление ведомого диска и т. д. Разрушенный подшипник выключения сцепления может произойти из-за отсутствия или недостаточной величины свободного хода педали сцепления. Вследствие этого подшипник соприкасается с головками регулировочных болтов, вращается при включенном сцеплении, нагревается и из него вытекает смазка. Подшипник может разрушиться и от несвоевременной его смазки.
Билет 21:
1.Структура централизованного управления технической службой ато.
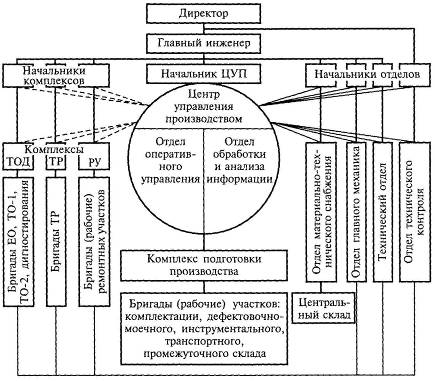
Центр управления производством возглавляется начальником, а основная оперативная работа по управлению выполняется диспетчером производства и его помощником – техником-оператором. Численность персонала ЦУП определяется общим объемом выполняемых им работ (числом автомобилей в АТО, числом смен работы, наличием технических средств управления и др.).
2.Сущность процесса напыления и способы напыления.
Под восстановлением деталей газотермическим напылением понимают процесс нанесения покрытий распылением нагретого до жидкого или вязкотекучего состояния диспергированного (порошкообразного) материала газовой струей. Перед напылением восстанавливаемая поверхность подготавливается. Частицы распыленного металла достигают поверхности в пластическом состоянии, имея большую скорость полета. При контакте с поверхностью детали они деформируются и, внедряясь в ее неровности, образуют покрытие. Сцепление покрытия с поверхностью детали носит в основном механический характер и только в отдельных локальных точках можно наблюдать мостики сварки.
Основные технологические операции:
-очистка. После разборки детали поступают в моечное отделение, где их очищают от различных загрязнений. В качестве моющих средств применяют синтетические моющие средства (СМС) типа лабомид и МС. Растворы СМС не вызывают коррозии черных металлов, не разрушают детали из алюминиевых сплавов;
-механическая обработка деталей. Для устранения дефектов, образовавшихся в процессе эксплуатации, или придания правильной геометрической формы изношенным поверхностям детали подвергают механической обработке, в том числе специальной (нарезка "рваной" резьбы, фрезерование канавок, насечка поверхностей, накатка профиля роликами и пр.);
-обезжиривание. Перед абразивной обработкой поверхности, подлежащие нанесению газотермических покрытий, обезжиривают органическими растворителями. Чугунные детали кроме обезжиривания подвергают обжигу при температуре 260 — 530 °С для выгорания масла, содержащегося в порах.