

6 Обоснование способов получения заготовки
Для нашего случая можно выбирать 2 способа получения заготовки.
Прокат
Штамповка на ГКМ.
Сравним 2 этих способа.
6.1 Способ первый. Прокат. Сталь круглая горячекатаная. Наибольший диаметр детали
На данную поверхность назначаем операции.
Обтачивание однократное. 3 мм /3, с. 186/
![]()
Выбираем стандартное значение диаметра
проката
![]() /4,
с. 160 табл.62/
/4,
с. 160 табл.62/
Длина заготовки
![]() ,
,
Где: 4,5 – припуск на резку заготовки
3,2 – припуск на резку торцов. /3, с. 186/
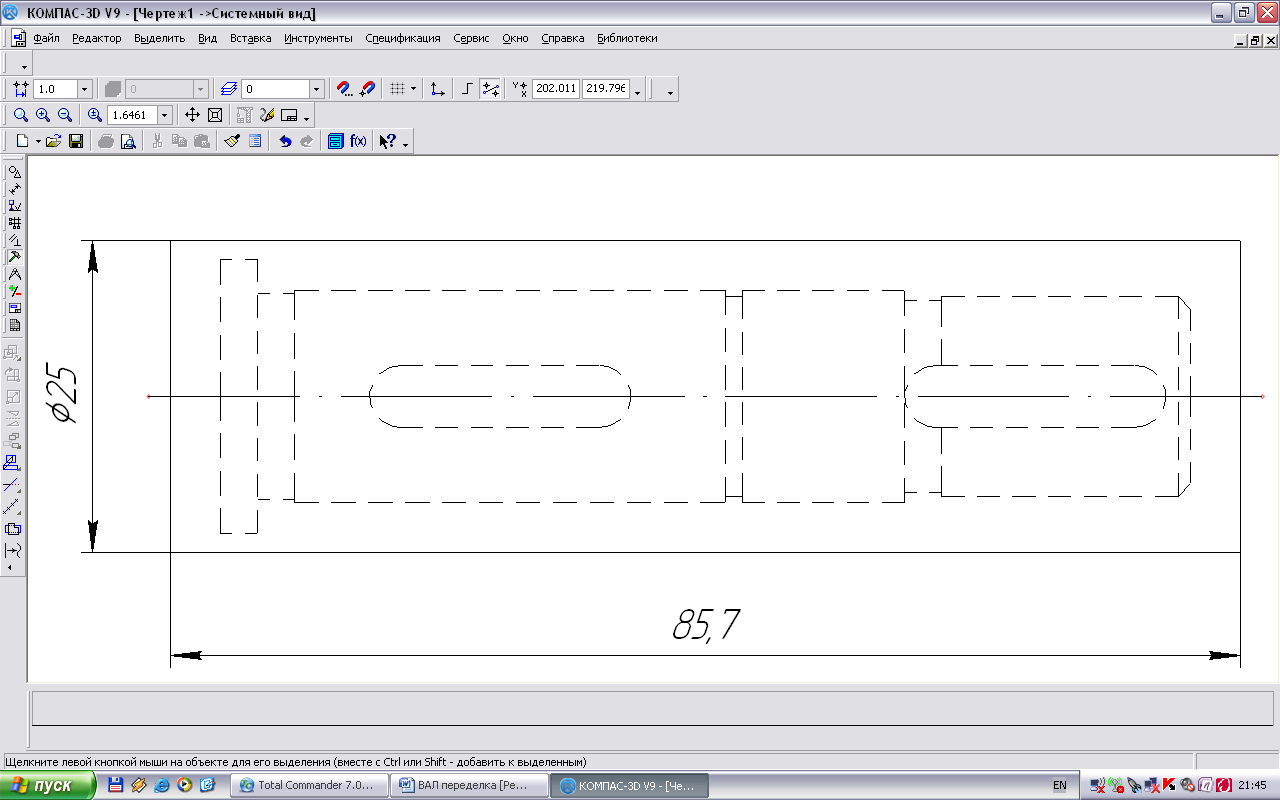
В качестве заготовки выбираем прокат
Круг
![]()

6.1.1. Рассчитываем себестоимость заготовки из проката.
![]()
![]() /1,
с.30/
/1,
с.30/
где:
![]() затраты на материал,
затраты на материал,
![]() масса заготовки,
масса заготовки,
![]() масса
детали,
масса
детали,
![]() сумма
себестоимости операции заготовительной,
сумма
себестоимости операции заготовительной,
![]() стоимость одного килограмма материала
заготовки,
стоимость одного килограмма материала
заготовки,
![]() стоимость одной тонны стружки.
стоимость одной тонны стружки.
Определяем массу заготовки
![]()
![]()
![]() -
по заданию.
-
по заданию.
![]() /1,
с.31. табл.2.6/
/1,
с.31. табл.2.6/
![]() /1, с.32. табл.2.7/
/1, с.32. табл.2.7/
Определяем затраты на материал.
![]()
![]() -
технологическая себестоимость одной
операции правки, калибрования прутков,
резки их на штучные заготовки,
-
технологическая себестоимость одной
операции правки, калибрования прутков,
резки их на штучные заготовки,
где
![]() приведенные
затраты на рабочем месте.
приведенные
затраты на рабочем месте.
![]() /1,
с. 30/
/1,
с. 30/
![]() время
выполнения заготовительной операции.
время
выполнения заготовительной операции.

Время отрезания 5-ти заготовок(мин):
![]() (где:
подача
(где:
подача![]() )
/1, с.196.
)
/1, с.196.

![]()
где: подача
/1, с.196. табл.4.44./
![]() .
.
![]()
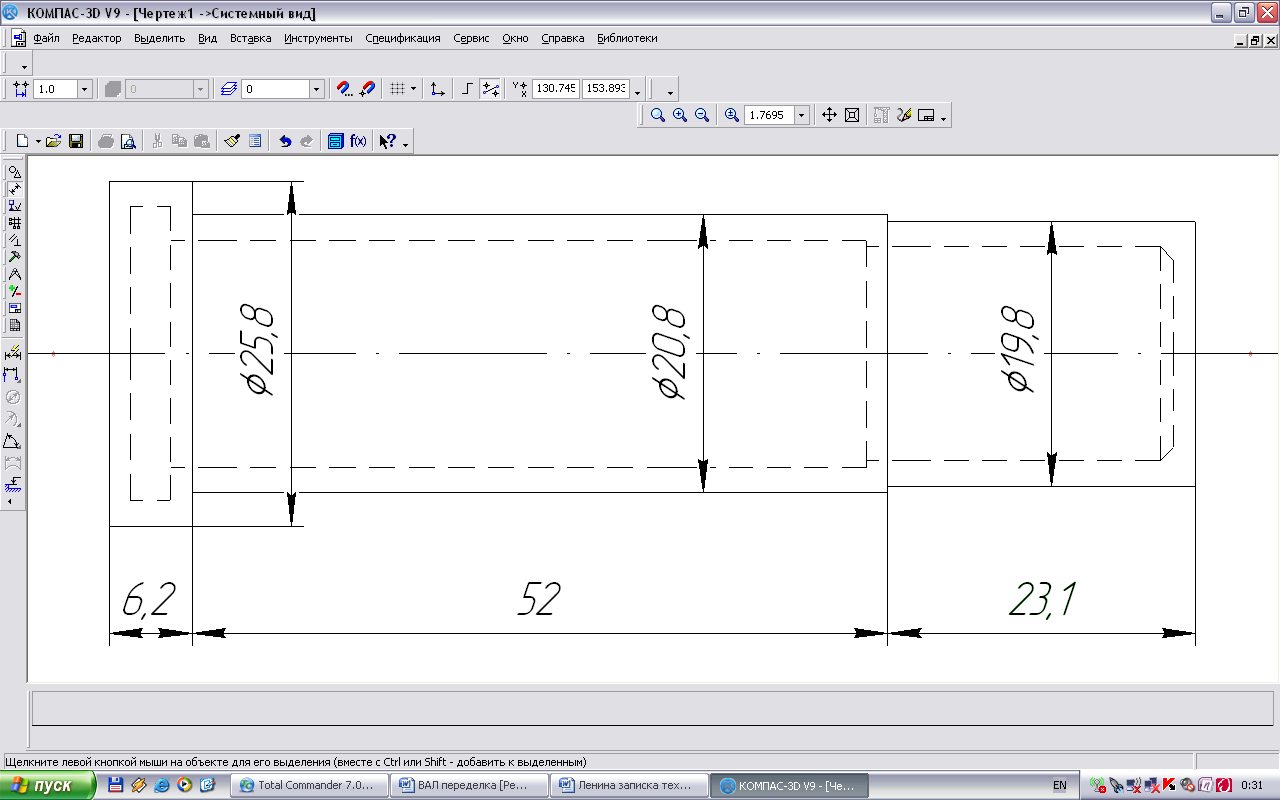
6.2. Способ второй – штамповка на ГКМ.
Степень сложности
![]()
где:
![]() объем
поковки,
объем
поковки,
![]() объем
описанной фигуры.
объем
описанной фигуры.
![]()
![]()
![]()
степень сложности с=2
Диаметральные и линейные размеры соответственно равны:
![]()
![]()
![]()
![]()
![]()
![]()
6.2.1. Вычислим себестоимость штампованной заготовки.
![]() /1,
с.31/
/1,
с.31/
где:
![]() базовая
стоимость 1т заготовок, руб.
базовая
стоимость 1т заготовок, руб.
![]() /1, с.
37/
/1, с.
37/
![]() коэффициенты, зависящие от класса
точности, группы стоимости, массы, марки
материала и объема производства
заготовок.
коэффициенты, зависящие от класса
точности, группы стоимости, массы, марки
материала и объема производства
заготовок.
![]() /1,
с. 37/
/1,
с. 37/
![]() /1,
с. 38 табл.2.12/
/1,
с. 38 табл.2.12/
![]() /1,
с. 38.табл.2.12/
/1,
с. 38.табл.2.12/
![]() /1,
с. 37/
/1,
с. 37/
![]() /1,
с. 38/
/1,
с. 38/
масса заготовки
![]()
цена 1т отходов, руб.
![]()
![]()
Годовой экономический эффект
![]()
где:
![]() стоимость
сопоставляемых заготовок, руб.
стоимость
сопоставляемых заготовок, руб.
 6.3.
Чтобы сравнить эти два способа получения
заготовок, нужно учесть себестоимость
чернового обтачивания заготовки из
проката, т.к. эта операция необходима,
чтобы заготовка из проката была приближена
по размерам к заготовке, полученной
штамповкой на ГКМ.
6.3.
Чтобы сравнить эти два способа получения
заготовок, нужно учесть себестоимость
чернового обтачивания заготовки из
проката, т.к. эта операция необходима,
чтобы заготовка из проката была приближена
по размерам к заготовке, полученной
штамповкой на ГКМ.
Расчет себестоимости токарной операции (см. пункт 11).
Себестоимость заготовки из проката с учетом токарной обработки будет равна
Предпочтение отдаем первому способу (прокат). При этом экономический эффект для сопоставления способов получения заготовок равен