

Тема 2.7. Верстати для оброблення поверхонь деталей
Верстати для оброблення поверхонь деталей використовують для формування базових поверхонь і оброблення в розмір брускових, щитових та круглих деталей. До них належать поздовжньо-фрезувальні, фрезувальні, токарні та круглопалкові верстати.
Поздовжньо-фрезувальні верстати за типом технологічної операції поділяються на три різновиди: фугувальні, рейсмусові та чотирибічні. На фугувальних верстатах створюється геометрично правильна плоска база на одній або двох суміжних поверхнях заготовки. На рейсмусових верстатах, пропускаючи заготовку з базовою поверхнею, формують виріб заданої товщини, а на чотирибічному верстаті за один прохід заготовка обробляється на задану товщину і ширину, також можливе формування профілю.
Фрезувальні верстати призначені для плоского та профільного фрезування прямолінійних і криволінійних поверхонь в основному на кромках деталей. За конструктивними та технологічними ознаками верстати можуть бути з нижнім або верхнім розміщенням шпинделя та об'ємно-копіювальні.
Токарні та круглопалкові верстати призначені для виготовлення різноманітних деталей циліндричної та фасонної форми.
Фугувальні верстати.
Фугувальні верстати служать для створення технологічних баз у вигляді базових поверхонь на одному або двох суміжних боках заготовки. Розрізняють дві основні схеми фугувальних верстатів: з рухомим і нерухомим базуванням.
На верстатах із рухомим базуванням заготівка під час оброблення переміщається по базових поверхнях верстата відносно різального інструменту. Оброблена поверхня збігається з базуючою поверхнею заднього стола. На верстатах з нерухомим базуванням заготовка фіксується на базуючій поверхні супорта та переміщається з ним відносно різального інструменту або інструмент насувається на заготовку, знімаючи установлений під час налагодження шар матеріалу. Найбільше розповсюдження отримали верстати з рухомим базуванням, які будуть детально розглянуті далі.
Залежно від максимальної ширини оброблюваного матеріалу розрізняють легкі (до 400мм), середні (до 700мм) та важкі (до 960мм) фугувальні верстати. За кількістю оброблюваних боків — однобічні та двобічні. За видом подачі фугувальні верстати бувають з ручною і механізованою подачею.
Розглянемо принципову схему та конструкцію однобічного фугувального верстата.
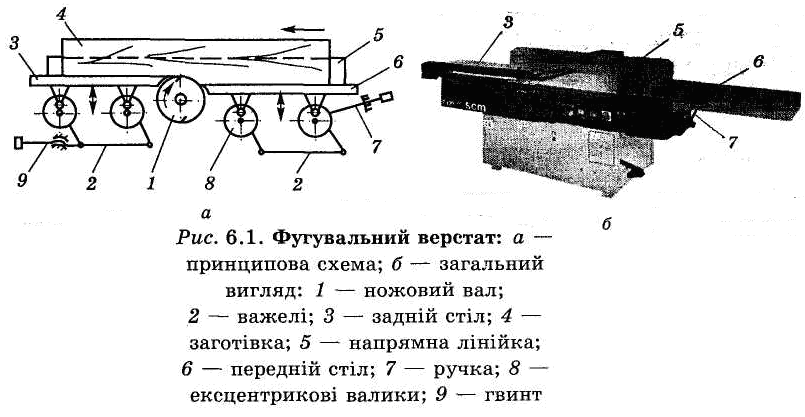
Механізм різання верстата складається з ножового вала 1, який розміщується горизонтально на двох опорах в проміжку між переднім 6 і заднім 3 столами. Ножовий вал одержує обертовий рух від електродвигуна через клинопасову передачу. Напрямок обертання ножового валу протилежний напрямку подачі. Довжина ножового вала на 10—20 мм більша за ширину столів, а його діаметр переважно становить 125 мм. Кількість ножів, як правило, два, рідше чотири, позаяк швидкість подачі під час оброблення незначна (6—12 м/хв.) і не перевищує 18—24 м/хв. на верстатах з механізованою подачею.
Здебільшого на фугувальних верстатах використовується ручна подача, за якої можна досягнути найкращої якості оброблення, але вона малопродуктивна та створює небезпечні умови праці. Під час подачі заготовка 4 на початку оброблення базується на передньому столі 6, а потім, в міру оброблення ножовим валом 1, передається на задній стіл 3, на якому і здійснюється остаточне базування. Другим базуючим елементом є бічна напрямна лінійка 5, яку можна переміщувати впоперек стола для забезпечення рівномірного зношування ножів під час оброблення вузьких деталей.
Передній 6 і задній 3 столи мають однакові за конструкцією механізми регулювання по висоті, які складаються з двох ексцентрикових валиків 8, пов'язаних між собою системою важелів 2. Передній стіл встановлюється на задану глибину фрезування за допомогою ручки 7. Задній стіл регулюється по висоті за допомогою спеціального гвинта 9 і встановлюється на рівні дотичної до кола, яке описують ножі або, що краще, нижче дотичної на висоту гребеня кінематичних хвиль.
Механізована подача у фугувальних верстатах з рухомим базуванням виконується механізмами двох типів: фрикційним зчепленням подавальних органів з верхньою поверхнею заготовки і штовханням заготовки в торець.
У механізмах подачі з фрикційним зчепленням використовують вальці та конвеєри, а з жорстким — штовхачі, розміщені на конвеєрах.
Характерним для фрикційних механізмів подачі є обов'язковий тиск їх на деревину для створення фрикційного зчеплення подавального органу з оброблюваною заготовкою. Силою натиску пожолоблені після сушіння заготовки, що підлягають обробленню, прогинаються, а після оброблення випрямляються, й це призводить до їх не площинності після оброблення.
Суттєвим є місце розміщення подавальних органів (над заднім чи переднім столами або над обома), а також конструкція та фрикційні властивості цих органів.
Розміщення вальцевого та конвеєрного фрикційного механізмів подачі над обома столами є найбільш раціональним.
Штовхальна подача двома конвеєрами з підпружиненими вальцями (рис. 6.2, є) виключає можливість прогину оброблюваних пожолоблених деталей. Регульований тиск притискачів над заднім столом забезпечує надійне базування обробленої частини деталі на цьому столі.
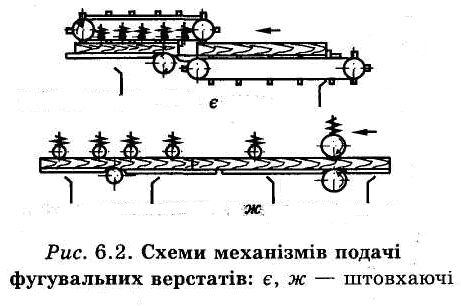
Можливий варіант штовхального подавального пристрою з використанням штовхання деталі не органом подачі, а торцем деталі, що подається слідом за оброблюваною. У цьому випадку органом подачі ще не обробленої деталі може бути будь-який фрикційний механізм, у тому числі й вальцевий. Над базуючими столами верстата установлені притискні пристрої (ролики).
На двобічних фугувальних верстатах за горизонтальним ножовим валом встановлюється вертикальний шпиндель, що дає можливість одночасного оброблення двох суміжних боків заготовки. В такому випадку напрямна лінійка складається з двох частин: передньої і задньої, які виконують функції, аналогічні тим, що виконують передній і задній столи верстата.
Для безпеки праці на фугувальних верстатах ножовий вал забезпечується поворотним щитковим огородженням, щоб руки робітника не потрапляли на інструмент. Заготовка, що фугується, підходить до огородження, повертає його на осі, відкриваючи ножовий вал тільки на ширину оброблення.
Різальний інструмент для верстатів — це ножі. Кутові значення стругальних ножів залежать від характеру загострення їх і конструкції ножових валів. Кут загострення становить 35 — 45°. Передній кут залежить від конструкції ножового вала і дорівнює 25 — 35°. Задній кут беруть 15 — 20°. Кут різання може змінюватись незначно. Для дво- і чотириножових валів він становить 50 — 52°, а для шестиножових — 60°. Збільшення кута різання підвищує якість, але збільшує витрати енергії.
Для кріплення ножів на верстатах застосовують ножові вали різних конструкцій. Вали можуть бути круглими і квадратними. На круглі ножові вали можна кріпити від 2 до 12 і більше тонких ножів. Чим більше ножів і чим точніше вони встановлені по висоті, тим якісніша поверхня і вища продуктивність праці. Всі сучасні високопродуктивні верстати мають круглі ножові вали.
Настроювання верстатів. Фугувальні верстати настроюють у такій послідовності:
встановлення ножів у ножовому валу;
установлення переднього і заднього столів за висотою відносно кола різання ножового вала;
встановлення напрямної лінійки.
Встановлюючи ножі на вал, їх закріпляють не повністю, а тільки так, щоб вони не випадали. Після цього вивіряють виступи різальної кромки кожного ножа в двох-трьох місцях по довжині. Після вивірення всі ножі остаточно дотягують. Болти треба затягувати почергово за кілька прийомів, починаючи від середини вала до країв. Під час затягування спочатку крайніх, а потім середніх болтів може утворитися випучування ножа, що впливатиме на якість обробки. Вивіряють ножі на валу верстата лінійкою (деревний брусок) або індикатором. Для вивіряння ножів за допомогою бруска, застосовують брусок із твердої породи деревини, який щільно притискають до одного з кінців ножового вала на площині заднього стола, і повертаючи вал від руки, встановлюють ніж так, щоб він злегка торкався до бруска. Потім переміщають брусок на протилежний кінець вала. Аналогічно встановлюють і перевіряють решта ножів вала. Цей метод вивіряння ножів найменш точний. Користуючись ним, можна встановити ножі з точністю 0,1 — 0,2 мм. Для точнішого встановлення ножів (до 0,04-0,06 мм) застосовують індикатор.
Точність встановлення ножів у ножовому валу значно впливає на якість оброблюваної поверхні. Треба щоб радіальне биття лез ножів не перевищувало 0,01 мм, бо при більших значеннях биття у формуванні оброблювальної поверхні братиме участь тільки один найбільш виступаючий ніж, що значно знизить якість оброблюваної поверхні.
Положення леза ножа щодо робочої поверхні заднього стола перевіряють контрольною лінійкою або індикатором у трьох місцях робочого вала — по краях і всередині. Непаралельність леза ножа до робочої поверхні заднього стола не повинна перевищувати 0,1 мм на довжину 1000 мм.
Встановлюючи напрямну лінійку, потрібно витримати прямий кут до столів верстата. Перпендикулярність площини з кромкою при фугуванні в кут не повинна перевищувати 0,1 мм на довжину 100 мм.