

2.4 Обеспечение удовлетворительных шумовых характеристик
Шум металлорежущих станков влияет на точность выполнения работниками заданий, затрудняет переработку информации, снижает производительность труда и повышает утомляемость.
Основными источниками шума в металлорежущих станках являются коробки скоростей и подач, шпиндельные бабки, гидросистема, электропривод, Для улучшения шумовых характеристик металлорежущего станка следует использовать два пути:
1) повышения точности изготовления его деталей, качества сборки и регулировки узлов;
2) выявления источников звуковой энергии, каналов, по которым передается значительная ее часть, и улучшения характеристик этих каналов.
Шум в зубчатых передачах возникает главным образом из-за погрешностей их изготовления и установки в механизме, Погрешности шага колес являются причиной ударов в моменты входа пары зубьев в зацепление и выхода из него, т.е. ударов с зубцовой частотой f = nz/60 ( n и z - частота вращения и число зубьев ведущего колеса),
Неперпендикулярность оси колеса его торцам, непараллельность или перекос осей колес приводят к смещению пятна контакта и повышению динамических нагрузок в зацеплении. Слишком малый боковой зазор вызывает заклинивание зубьев, слишком большой - снижение демпфирующей способности масляного слоя на их поверхностях, Так как коэффициент перекрытия в зацеплении больше единицы, часть поворота зубчатого колеса на один шаг приходится на зацепление одной пары зубьев, другая - на зацепление двух пар. Все это повышает шум зубчатых передач.
Для снижения шума коробок передач целесообразно применять косозубые передачи, зубчатые колеса из пластмассы в малонагруженных передачах при высокой частоте вращения, а также колеса с бочкообразными зубьями. Кроме того, необходимо обеспечивать достаточную жесткость валов, точность зубчатых колес и корпусных деталей.
Причинами шума подшипников качения являются отклонения рабочих поверхностей колец и тел качения от идеальной геометрической формы, зазоры между ними. Шум в кулачковых механизмах возбуждается в результате ударов, вызванных погрешностями изготовления их деталей. Шум в дисковых фрикционных муфтах возникает в основном в моменты переключения, В результате изгибных колебаний валов звуковая энергия от зубчатых колес, муфт, подшипников, кулачков передается на корпус узла( рис. 24). Вследствие вибраций стенки корпуса излучают подведенную звуковую энергию.

Если стенка имеет частоту колебаний, равную критической, она излучает энергию почти без потерь. Критическая частота колебаний пластины
![]()
где с — скорость звука в воздухе;
т— масса пластины, площадь которой равна единице;
В — изгибная жесткость пластины.
Излучающая способность стенок и крышек становится минимальной, когда частоты возбуждающих колебаний не попадают в диапазон от 0,5f до 2f.
Так как обычно более 90 % акустической энергии механизма обусловлено звуковыми колебаниями корпуса и только около 10% приходится на воздушную составляющую, основным путем снижения шума станков является уменьшение звукоизлучения их корпусов, Поскольку акустическая мощность источника (звуковая энергия, излучаемая источником в единицу времени) пропорциональна произведению площади колеблющейся поверхности на средний по площади квадрат вибрационной скорости, измеренной по нормали к поверхности, прежде всего необходимо уменьшать шум узлов, имеющих поверхности большой площади и высокую виброскорость,
Если детали или их элементы (тонкостенные кожухи, крышки, стенки корпусных деталей) обладают малой жесткостью и допускаются изгибные колебания их поверхностей,, то уменьшение излучающей способности достигается повышением их изгибной жесткости за. счет изменения формы, применения ребер. Если же детали колеблются как абсолютно твердые тела, излучающая способность может быть уменьшена благодаря изменению жесткости их крепления, применению кожухов или шумоизолирующих панелей.
Таким образом, детали, являющиеся источниками повышенного шума, необходимо изолировать от остальных деталей узла (виброизоляция) или оградить их кожухами (звукоизоляция),
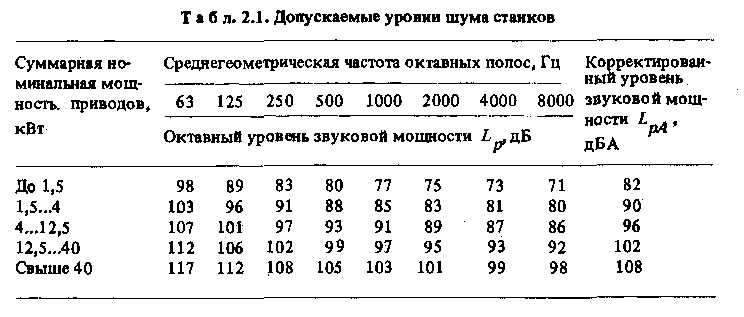
Требования к шумовым характеристикам станка регламентированы отраслевым стандартом ОСТ 2Н89—40-75. Шум опытных образцов станков оценивают по октавным уровням звуковой мощности Lр (дБ) и корректированному уровню звуковой мощности L рА (дБ А), а шум станков единичного и серийного производства по L.ра Допустимые уровни шумовых характеристик станка связаны с номинальной суммарной мощностью одновременно работающих приводов.
Для станков классов Н и П эти уровни приведены в табл. 2.1, для станков классов В и А табличные значения следует уменьшать на 3 дБ, для класса С -на5дБ