14. Проектирование агрегатных станков
14.1. Свойства агрегатных станков
Агрегатный станок компонуется в основном из унифицированных узлов, имеющих индивидуальные приводы и связанных между собой электрической системой управления. Основными унифицированными узлами являются силовые головки, силовые столы, шпиндельные узлы, поворотные делительные столы, станции гидропривода, базовые узлы, станции смазывания и др. Последовательность движений узлов обеспечивается имеющимися на них упорами и конечными переключателями. Благодаря стандартным присоединительным размерам достигается необходимая точность взаимного положения узлов. Унифицированные узлы изготовляются нескольких габаритов, что дает возможность создавать агрегатные станки оптимальных размеров соответственно габаритам обрабатываемой детали. Для обработки мелких деталей в приборостроении существуют малогабаритные агрегатные станки.
Агрегатные станки имеют высокую производительность, обеспечиваемую большой концентрацией операций и оптимальными режимами резания. На агрегатных станках обрабатываются детали стабильного качества.
Благодаря широкому применению унифицированных узлов и деталей снижается объем конструкторских работ, появляется возможность автоматизированного проектирования инструментальных наладок, шпиндельных коробок, электрических и гидравлических систем станков, использования типовых форм технической документации, заготовок чертежей, аппликаций. Трудоемкость изготовления агрегатных станков относительно невысокая вследствие того, что детали унифицированных узлов можно обрабатывать по технологии серийного производства. Благодаря высокому качеству унифицированных узлов, возможности оценки показателей надежности и производительности станков на стадии проектирования, применению прогрессивных методов ремонта агрегатные станки отличаются высокими эксплуатационными свойствами.
14.2. Силовые головки
Силовые головки являются унифицированными узлами агрегатных станков. Они сообщают режущим инструментам главное (вращательное) движение, подачу и быстрое движение подвода и отвода. По технологическому назначению их подразделяют на сверлильные, расточные, резьбонарезные, фрезерные. Головки большинства конструкций позволяют выполнять ряд операций.
Привод главного движения силовых головок для обработки мелких деталей часто оснащают пневматическим двигателем. Головки с гидравлическим двигателем можно быстро переналаживать на другой режим. В большинстве случаев в главном приводе устанавливают электрический асинхронный двигатель. Микроголовки имеют главный привод мощностью 0,1...0,4 кВт, головки малой мощности — 0,4..3 кВт, большой мощности — 15..30 кВт.
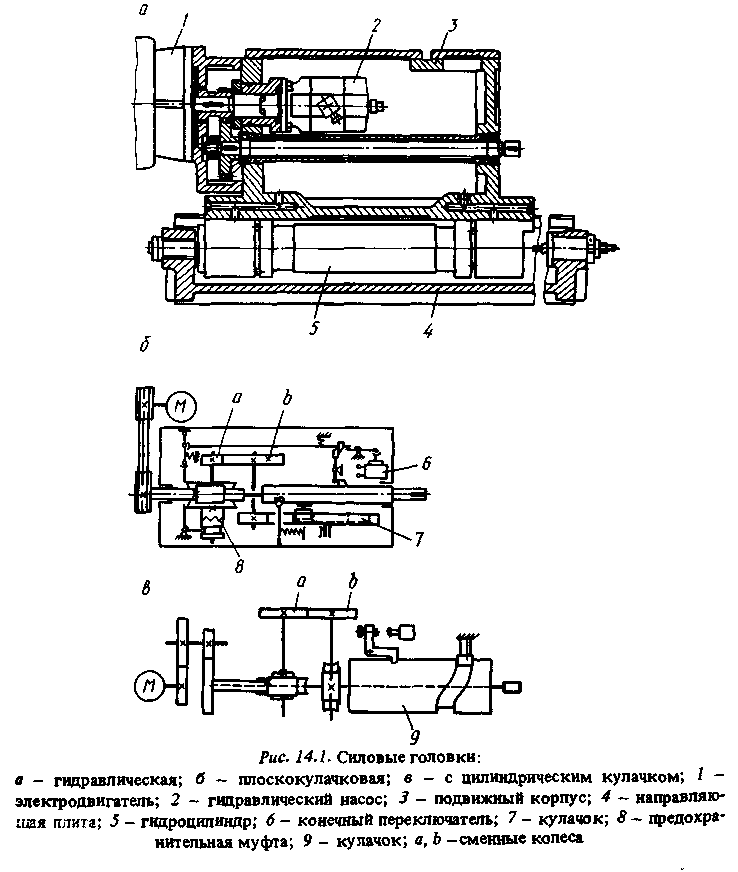
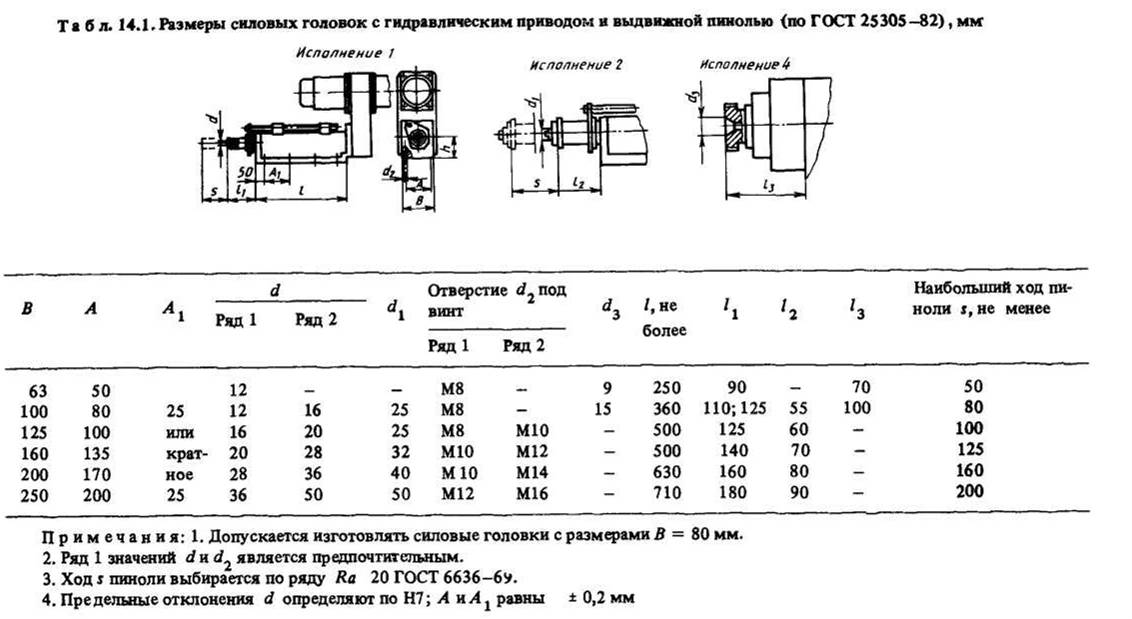
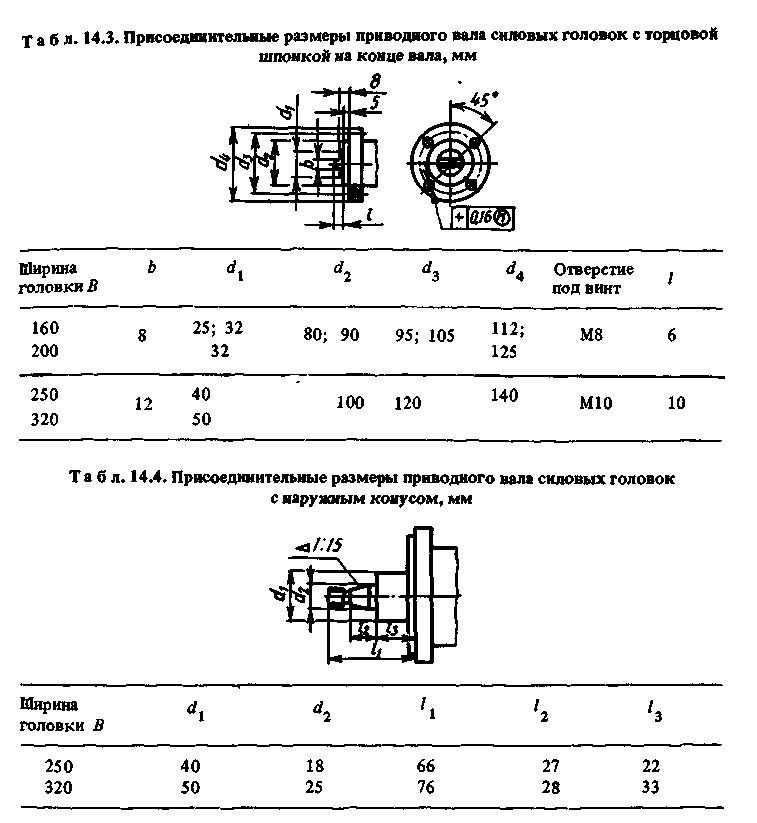
Силовая головка может иметь подвижный корпус, выдвигаемую пиноль или подвижный корпус с пинолью. Привод подачи может быть размещен в самой головке или вне ее. Головки первого типа называют самодействующими, второго — несамодействующими. Несамодействуюшие головки малых габаритов применяют в станках для обработки мелких деталей. Силовые головки оснащают электромеханическим, гидравлическим, пневматическим, пневмогидравлическим приводами. Тяговым устройством электромеханического привода могут быть винтовая передача, механизмы с цилиндрическим или плоским кулачком (рис. 14.1). Плоскокулачковые головки обычно предназначены для выполнения легких работ с короткими циклами: ход в интервале 35...75 мм, длительность цикла — 5...3O с, мощность главного привода — 0,4..3 кВт. На основе электромеханического винтового и гидравлического приводов создают силовые головки с большим усилием подачи для обработки со значительной концентрацией операций. Мощность электродвигателя их главного привода достигает 30 кВт, усилие подачи — 100 000 Н. Существенным недостатком гидравлического и пневмогидравлического приводов является нестабильность подачи при изменении температуры масла. Приводом подачи реализуются различные циклы перемещений режущих инструментов. Основные и присоединительные размеры силовых головок регламентируются государственными стандартами (табл. 14.1—14.4).
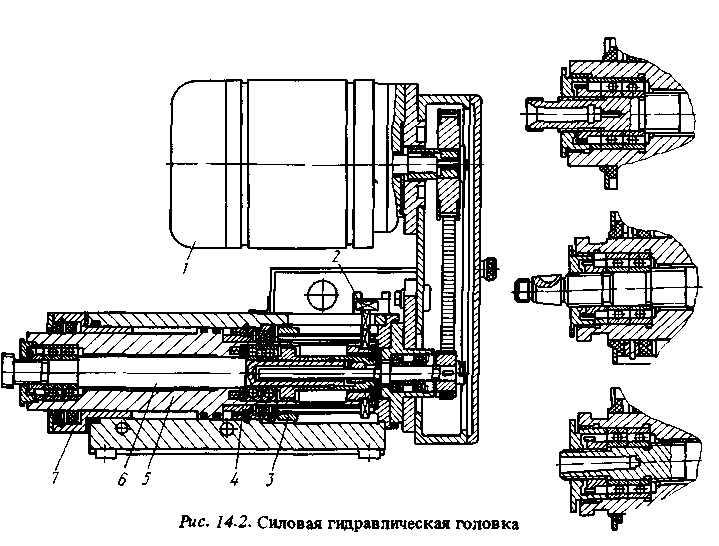
Малогабаритная силовая головка (рис. 14.2) развивает усилие подачи до 2000 Н. Ее шпиндель 6 приводится во вращение электродвигателем 1. От штока 5, являющегося пинолью головки, он получает осевое движение по циклу быстрый подвод — рабочая подача — быстрый отвод. Опорами пиноли служат направляющие втулки 4 я 7. Гайка 3 предназначена для регулирования глубины обрабатываемых отверстий. В конце хода в нее упирается кулачковый блок 2. Движениями головки управляет ее гидравлическая панель.
На агрегатных станках с силовыми головками наиболее эффективно выполняются сверлильно-резьбонарезные и легкие фрезерные операции. В то же время из-за недостаточной жесткости шпинделей они непригодны для тяжелых фрезерных и расточных операций. Поэтому на основе силовых головок обычно компонуют малые агрегатные станки.