

Глава 6.Термическая обработка
Рассмотрим термическую обработку шатунов из стали 18Х2Н4ВА :
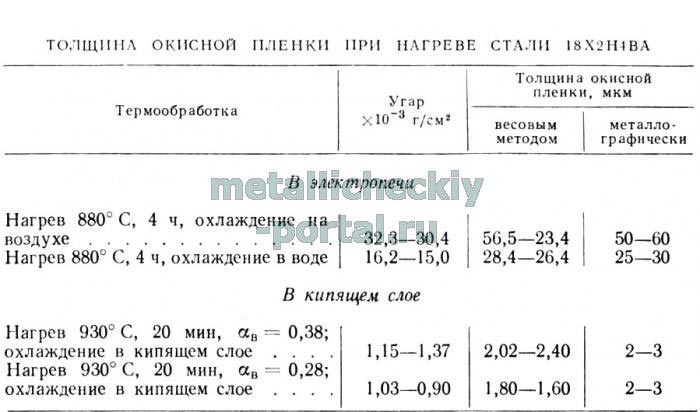
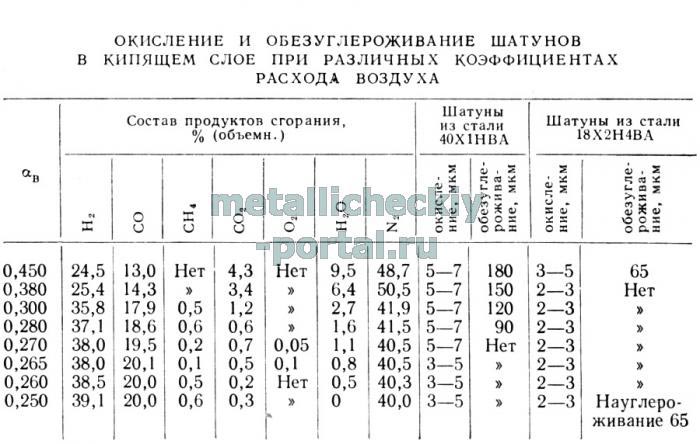
Расшифровка марки стали 18Х2Н4ВА: цифра 18 перед маркой стали говорит о том, что в ней содержится 1,8% углерода, Х2 - свидетельствует о содержании хрома около 2%, а Н4 - о том что имеется никель в количестве 4%, В - о небольшом содержании вольфрама, буква А на конце обозначения сообщает, что это высококачественная чистая сталь с содержанием вредных серы и фосфора менее 0,025%. Таким образом перед нами легированная высококачественная сталь.Термообработка изделий из стали 18Х2Н4ВА: по существующей технологии главные шатуны из стали 40Х1НВА (длиной 410 мм) нагревают в электропечи без защитной атмосферы в течение 4 ч и закаливают в масле. Прицепные шатуны из стали 18Х2Н4ВА (длиной 300 мм) нагревают в ящике с пропитанной маслом ветошью и охлаждают на воздухе. При этом окисная пленка на прицепных шатунах составляет 50-60 мкм, а на главных 60-80 мкм, а иногда - более 150 мкм. Толщина обезуглероженного слоя на шатунах из сталей 18Х2Н4ВА и 40Х1НВА составляет соответственно 120-200 и 300 мкм.В процессе наладки работы печи с кипящим слоем и определения режимов термообработки в каждую загружаемую в печь садку помещали 2-4 шатуна-термозонда, предназначенных для определения скорости нагрева и охлаждения. Кроме того, из каждой садки (в 48-66 шатунов) 10-15 шатунов подвергали испытанию на механические свойства, исследовали структуру, окисление и обезуглероживание.Металлографически определяли толщину окисной пленки на поверхности шатунов, причем с помощью химического никелирования удавалось зафиксировать окисные пленки толщиной до 2 мкм. Весовым методом находили величину угара металла на образцах-свидетелях диаметром 15,l = 30 мм из стали 18Х2Н4ВА. Данные, полученные весовым и металлографическим методами, хорошо совпадают.Результаты исследований по окислению и обезуглероживанию поверхности шатунов из сталей 40Х1НВА и 18Х2Н4ВА, термообработанных в кипящем слое, приведены, откуда видно, что при ав = 0,25-0,45 нагрев шатунов является практически безокислительным.Обезуглероживание определяли металлографически и по распределению микротвердости от поверхности к центру по тавру шатунов после их термообработки при ав = 0,25-0,45, tк.с = 930° С. Для шатунов из стали 18Х2Н4ВА обезуглероживание и науглероживание отсутствуют при aв = 0,26ч-0,36, а из стали 40X1НВА при ав=0,25-0,27. Нагрев шатунов под закалку в указанных диапазонах ав для обеих сталей является практически необезуглероживающим и безокислительным.
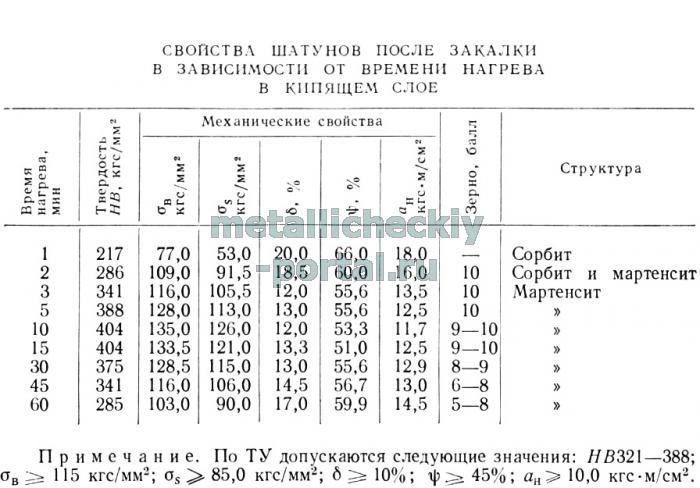
Для исследования кинетики аустенитизации и влияния времени выдержки на рост зерна стали 18Х2Н4ВА шатуны по одному нагревали в кипящем слое при 930° Сс выдержками 1, 2, 3, 5, 10, 15, 30, 45 и 60 мин. После их охлаждения в кипящем слое определяли механические свойства, исследовали структуру и величину зерна в металле, взятом из тавра шатуна.На основании полученных данных можно заключить, что для аустенитизации одного шатуна достаточно 5 мин. При меньших выдержках шатун не закаливается, механические свойства получаются низкими, в структуре наблюдаются участки сорбита. При нагреве в течение 3-30 мин аустенитизация проходит полностью, зерно мелкое, структура мелкодисперсная.
При выдержках более 45 мин начинается рост зерна, мартенсит имеет средне- и крупноигольчатое строение.Специальные опыты показали, что при слишком тесном размещении прицепных шатунов (в шесть практически сплошных рядов из 11 шатунов в каждом; живое сечение садки 25%) псевдоожижение между шатунами было плохим, что приводило к неравномерному прогреву. Омывание всех шатунов стало равномерным при уменьшении числа шатунов в садке до 54 шт. (живое сечение 43%, масса 150 кг). Аналогичными опытами было найдено, что число главных шатунов в садке не должно превышать 18 для заданных размеров печи. Оптимальные по теплообмену садки изображены.
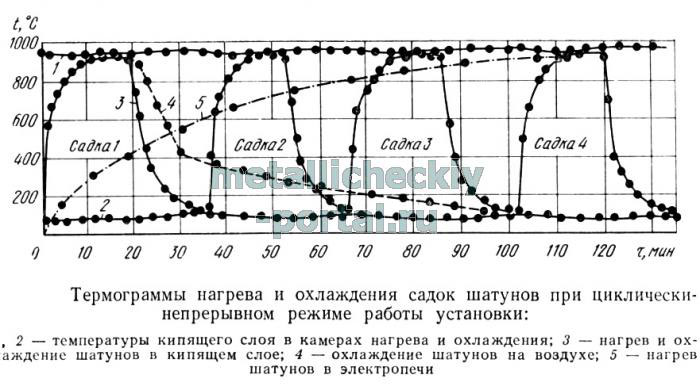
При периодической загрузке печи с кипящим слоем время цикла определяется не только временем собственно нагрева деталей, но и временем восстановления температуры кипящего слоя, уменьшающейся в результате погружения в него холодных деталей, что подробнее описано. Колебания температуры слоя уменьшаются с уменьшением массы садки и увеличением количества псевдоожиженного материала (высоты слоя). Температура кипящего слоя высотой 450 мм (в осажденном состоянии) уменьшается на 30-35° С вследствие погружения оптимальной садки и после удаления садки довольно быстро восстанавливается до исходной. При исходной температуре слоя 960° С время нагрева садки шатунов до заданной температуры (900° С) составляет 10-12 мин. При этом скорость нагрева садок шатунов в интервале температур от 20° С до критических точек сталей (700-720° С) составляет 250-400° С/мин. Для сравнения укажем, что скорость нагрева садки в электропечи составляет всего 6-12° С/мин.
Результаты металлографического анализа и механических испытаний шатунов показали, что при нагреве в кипящем слое практически не нужна выдержка, и общее время нагрева садки под закалку (15-20 мин) достаточно для завершения необходимых превращений в сталях. При нагреве данных сталей в кипящем слое их структура более дисперсна и размер зерна меньше (10 баллов), чем при нагреве в электропечи (8-9 баллов).Опыты показали, что охлаждение шатунов из стали 18Х2Н4ВА на воздухе после безокислительногонеобезуглероживающего их нагрева в кипящем слое приводит к их обезуглероживанию на глубину до 150 мкм и появлению окисной пленки толщиной 10- 12 мкм. Поэтому было решено в отличие от существующей технологии охлаждать эти шатуны в кипящем слое. Чтобы исключить операцию отмывки от масла, шатуны из стали 40Х1НВА закаливали не в масле, а в кипящем слое.Поверхность деталей после закалки в кипящем слое чистая, налипания корунда на детали не наблюдается.Термограммы охлаждения шатунов подтвердили, что кипящий слой корунда (340-400 мкм) характеризуется несколько меньшей охлаждающей способностью, чем масло, но гораздо большей, чем спокойный воздух.Механические свойства шатунов из стали 40Х1НВА при закалке их в масле и в кипящем слое одинаковы.Шатуны из стали 18Х2Н4ВА, закаленные в кипящем слое, отличались более высокими показателями прочности и твердости, чем после закалки на воздухе.По существующей технологии термообработки шатуны из стали 18Х2Н4ВА подвергают низкому отпуску при 210° С в течение 4 ч, а шатуны из стали 40Х1НВА - высокому отпуску при 580-600° С в течение 4-5 ч. Была проведена серия опытов по различным режимам отпуска садок шатунов в печи с кипящим слоем. При этом низкий отпуск шатунов из стали 18Х2Н4ВА был заменен на высокий при 500° С, а для стали 40X1 НВА температура высокого отпуска была оставлена прежней.Отпуск садки шатунов осуществляли в «холодной» камере установки. Чтобы получить в ней требуемые для отпуска температуры (500-600° С), в качестве псевдоожижающего агента использовали воздух, а через специальные сопла в зону всплесков кипящего слоя подавали газо-воздушную смесь.
Oтпуск после скоростного нагрева требует значительно меньшего времени, чем после обычного нагрева в электропечи. Наши эксперименты, в которых время отпуска изменялось от 15 мин до 3 ч, показали, что для шатунов из данных сталей достаточным является отпуск в течение 30 мин. Критерием оценки продолжительности отпуска явились результаты механических испытаний шатунов. Всего было испытано 140 шатунов.В результате проведенных исследований были определены оптимальные режимы скоростного безокислительного и необезуглероживающего нагрева под закалку, режимы охлаждения и скоростного отпуска шатунов в опытно-промышленном агрегате с кипящим слоем.По этим режимам были проведены контрольные испытания полупромышленной печи с кипящим слоем при ее циклической загрузке. При этом было термически обработано свыше 600 шатунов (-1,5 т).
При оптимальном размещении шатунов в садке все они прогреваются и охлаждаются практически одновременно. Механические свойства и твердость шатунов из сталей 18Х2Н4ВА и 40Х1НВА после выбранных режимов нагрева, закалки и отпуска в кипящем слое стабильны и удовлетворяют техническим условиям, причем ударная вязкость получается выше, чем при существующей технологии.Окисление и обезуглероживание поверхности практически не происходит.Структура шатунов из сталей 40Х1НВА и 18Х2Н4ВА после полного цикла термообработки в кипящем слое представляет собой сорбит отпуска.Испытания при циклической загрузке печи садками из прицепных и главных шатунов показали, что тепловой режим горячей и холодной камер стабилен во времени, производительность печи составляет 380 кг/ч. Время, затрачиваемое на общий цикл термообработки, сокращается в 4 раза, в том числе время нагрева под закалку - в 12 раз, а продолжительность отпуска - в 8 раз по сравнению с существующей технологией.Поскольку существующие нормы ограничивают допустимое коробление шатунов после термообработки (прогиб по тавру не более 0,6 мм, скручивание осей головок - не более 0,3 мм), были выполнены тщательные обмеры 164 шатунов до их обработки в кипящем слое и после нее, и по этим данным были построены частотные кривые распределения деформаций как главных (длиной 410 мм), так и прицепных (длиной 300 мм) шатунов. После термообработки в кипящем слое с нагревом до 930° С частотные кривые деформаций практически не изменились, т. е. деформации в процессе термообработки не увеличились. При нагреве шатунов до 1020° С скручивание осей головок также не изменилось, а наиболее вероятный прогиб по тавру увеличился на 0,1-0,2 мм, однако и в этом (не предусмотренном технологией) случае максимальная деформация не выходила за пределы допуска.