

Глава 5.Механическая обработка
1 Возможные способы механической обработки детали
Для четырех торцевых поверхностей шатуна наиболее эффективным способом механической обработки, обеспечивающим высокую производительность и наименьшие затраты материалов и энергии, является способ фрезерования. Для механической обработки сквозных отверстий шатуна будем пользоваться развертыванием. При фрезеровании главным движением является вращение инструмента – фрезы, а заготовка, как правило, движется поступательно (движение подачи). Развёртывание - вид чистовой механической обработки отверстий резанием. Производят после предварительного сверления и зенкерования для получения отверстия с меньшей шероховатостью. Вращающийся инструмент - развёртка - снимает лезвиями мельчайшие стружки с внутренней поверхности отверстия.
Другие способы механической обработки не подходят по ряду причин: фрезерование предназначено только для обработки различно ориентированных плоских поверхностей, пазов, уступов, а также фасонных поверхностей; протягивание чаще всего применяют для обработки заранее просверленных относительно небольших отверстий с целью придания им более сложных форм (нарезание шпоночных или шлицевых пазов, получение отверстий с многогранной формой сечения и так далее); строгание применяется для обработки плоских и фасонных поверхностей, канавок, пазов, выемок различных профилей; долбление основное применение находит для нарезания прямозубых и косозубых колёс с малым модулем; шлифование, отделочные операции абразивной обработки, хонингование и суперфиниширование применяются при изготовлении изделий более высокой точности и низкой шероховатости.
2.2 Технологический процесс механической обработки
2.2.1 Механическая обработка сквозных отверстий
Основным инструментом для выполнения развёртывания являются так называемые развёртки, представляющие собой многолезвийные (4-20 лезвий) цилиндрические либо конические инструменты. Развертка - это многозубый инструмент, который подобно сверлу и зенкеру в процессе обработки совершает вращение вокруг своей оси (главное движение) и поступательно перемещается вдоль оси, совершая движение подачи.
При развёртывании отверстий будем применять цельные машинные развертки (развёртка отверстий до 150 мм). Развертка – насадная с цилиндрическим хвостиком диаметром от 1 до 9 мм (ГОСТ1672 - 70). Длина рабочей части будет составлять 31 мм, общая длина развертки 50 мм.

Рисунок 1 – Элементы цилиндрической развертки
Самым удобным и экономичным станком для развертывания отверстий шатуна является вертикально – сверлильный станок 2Н106П.
Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому при развертывании снимается более тонкая стружка и получаются более точные отверстия, чем при зенкеровании. При работе чистовыми развертками на токарных и токарно-револьверных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Подача при развертывании чугунных деталей 1-4 мм/об. Скорость резания при развертывании 6-16 м/мин.
Материал режущего участка – быстрорежущая сталь Р6М5.
Геометрические параметры развертки:
Передний
угол

Задний
угол

Угол
наклона зуба

Угол
в плане

Угол
наклона винтовой канавки

Pежимы резания при развертывании:
Глубина резания – расстояние между обрабатываемыми и обработанной поверхностью, измеренной по нормали. При точении цилиндрической поверхности детали, глубина резания равна:

Подача s – величина перемещения резца за 1 оборот детали. Подачи приведены в таблице 27 (стр. 277, 2 - й том).
Скорость резания – скорость перемещения, обрабатываемой детали, в направлении главного движения. Определяют по формуле:
Значения
коэффициентов
 и показателей степени приведены в
таблице 29, а значения периода стойкости
в таблице 30 (стр. 279-280, 2 – й том).
и показателей степени приведены в
таблице 29, а значения периода стойкости
в таблице 30 (стр. 279-280, 2 – й том).
Поправочный коэффициент на скорость резания, учитывающий фактические условия резания определяют:

где
 – коэффициент, учитывающий качество
обрабатываемого материала (таблицы 1 -
4, стр. 261 - 263, 2 - й том);
– коэффициент, учитывающий качество
обрабатываемого материала (таблицы 1 -
4, стр. 261 - 263, 2 - й том);
 – коэффициент, учитывающий качество
материала инструмента (таблица 6, стр.263,
2 – й том);
– коэффициент, учитывающий качество
материала инструмента (таблица 6, стр.263,
2 – й том);
 – коэффициент, учитывающий глубину
сверления (таблица 31, стр.280, 2 - й том);
– коэффициент, учитывающий глубину
сверления (таблица 31, стр.280, 2 - й том);
 - поправочный коэффициент, учитывающий
влияние состояния поверхности заготовки
на скорость резания (таблица 5, стр.263, 2
- й том).
- поправочный коэффициент, учитывающий
влияние состояния поверхности заготовки
на скорость резания (таблица 5, стр.263, 2
- й том).
Для определения крутящего момента при развертывании каждый зуб инструмента можно рассматривать как расточный резец. Тогда при диаметре D крутящий момент равен:
Постоянные коэффициенты и показатели степени:










а) Рассчитаем режим резания для отверстия диаметром 20 мм.
Исходные данные:


Глубина резания:

Подача:

Скорость резания:


Момент кручения:

Таблица 7 – Элементы режима резания
Глубина, мм |
Подача,
|
Скорость,
|
Момент
кручения,
|
0,9 |
2 |
5,84 |
61,3 |



б) Рассчитаем режим резания для отверстия диаметром 40 мм.
Исходные данные:


Глубина резания:

Подача:
Скорость резания:

Момент кручения:

Таблица 8 – Элементы режима резания
Глубина, мм |
Подача, |
Скорость, |
Момент
кручения,
|
1,85 |
2 |
6,27 |
136,2 |

2.2.2 Механическая обработка торцевых поверхностей
Фрезерование (фрезерная обработка) - обработка материалов резанием с помощью фрезы. В процессе фрезерования участвуют два объекта - фреза и заготовка. Фреза - режущий многозубый (многолезвийный) инструмент в виде тела вращения для обработки металлов и других конструкционных материалов резанием.
Будем использовать цилиндрическую фрезу с остроконечным сечением зубьев из быстрорежущей стали (ГОСТ 29092-91).
На
рисунке 2 представлена цилиндрическая
фреза с остроконечным сечением зубьев,
где: 1 - обрабатываемая поверхность; 2 -
обработанная поверхность; 3 - поверхность
резания; B
- ширина фрезерования; S
- подача на один оборот фрезы;
 - подача на один зуб фрезы; t
- глубина фрезерования.
- подача на один зуб фрезы; t
- глубина фрезерования.
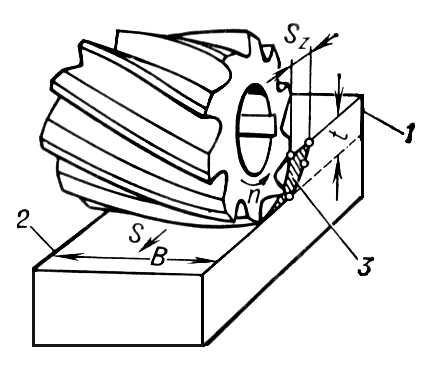
Рисунок 2 - Цилиндрическая фреза с остроконечным сечением зубьев
Геометрические параметры цилиндрической фрезы представлены на рисунке 3:
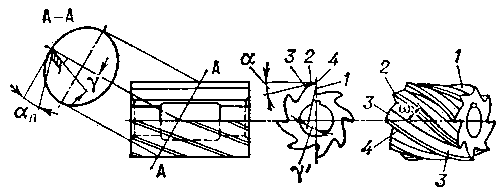
Рисунок 3 - Геометрические параметры режущей части
где 1 - передняя поверхность зуба; 2 - задняя поверхность зуба; 3 - затылочная поверхность зуба; 4 - винтовая главная режущая кромка зуба.
Определяем параметры:
Передний угол γ - 10°;
Главный задний угол α - 15°;
Вспомогательный
задний угол
 6°;
6°;
Главный угол в плане φ - 60°;
вспомогательный
угол в плане
 - 5°;
- 5°;
длина переходной режущей кромки l - 1,5 мм;
угол наклона главной режущей кромки λ - 5°;
угол наклона винтовых канавок (зубьев) ω - 27°.
Различают попутное (по подаче) и встречное (против подачи) фрезерование. В первом случае (рисунок 4 - а) направление подачи и вращения фрезы совпадают, во втором (рисунок 4 - б) они направлены противоположно.
Чаще применяют второй способ, при котором толщина стружки постепенно увеличивается и достигает наибольшего значения при выходе зуба фрезы из контакта с обрабатываемой поверхностью.
Для обработки шатуна будем применять встречное фрезерование (против подачи).
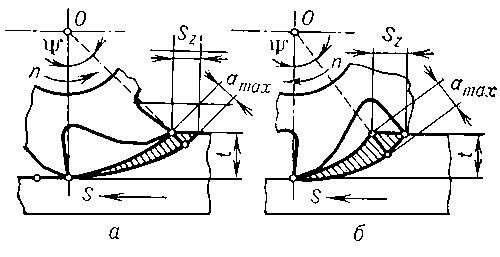
Рисунок 4 - Схемы фрезерования: а - против подачи; б - по подаче.
В зависимости от расположения шпинделя станка и удобства закрепления обрабатываемой заготовки - вертикальное, горизонтальное. На производстве в большей степени используют универсально-фрезерные станки позволяющие осуществлять горизонтальное и вертикальное фрезерование, а также фрезерование под разными углами различным инструментом.
В данном курсовом проекте при фрезеровании поверхностей шатуна будем использовать горизонтально - фрезерный консольный универсальный станок с поворотным столом 6Т804Г.
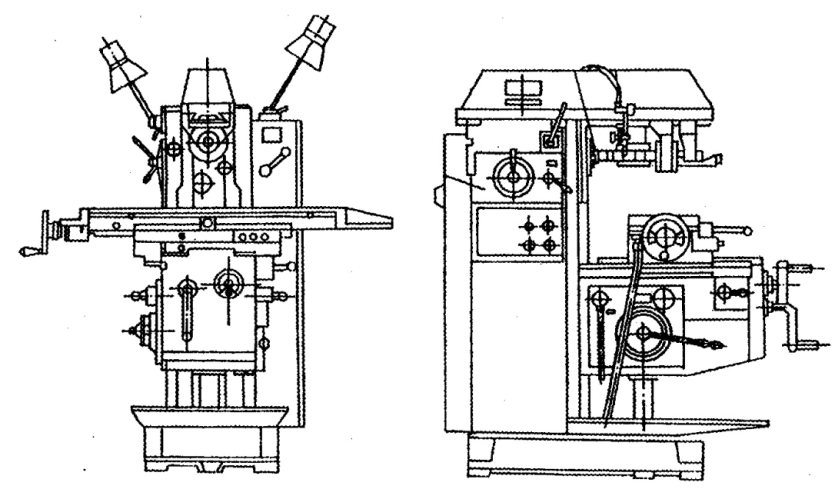
Рисунок 5 - Станок горизонтально - фрезерный консольный универсальный с поворотным столом 6Т804Г
Мощность электродвигателя привода главного движения равна 2,2 кВт.
Частота
вращения шпинделя равна 63 – 2800
 .
.
Режимы резания при фрезеровании:
Глубина фрезерования t и ширина фрезерования B - понятия, связанные с размерами слоя заготовки, срезаемого при фрезеровании.
Подача.
При фрезеровании различают подачу на
один зуб
,
подачу на один оборот фрезы S,
и подачу минутную
 ,
которые находятся в следующем соотношении:
,
которые находятся в следующем соотношении:

где n – частота вращения фрезы, z – число зубьев фрезы.
Исходной величиной подачи при черновом фрезеровании является величина ее на один зуб , при чистовом фрезеровании – на один оборот фрезы S, по которой для дальнейшего использования вычисляют величину подачи на один зуб. Рекомендуемые подачи для различных фрез и условий приведены в таблицах 33 – 38 (страницы 283 – 286, 2 – й том).
Скорость резания - окружная скорость фрезы.
Значения коэффициента и показателей степени приведены в таблице 39 (страницы 286 – 290, 2 - й том), а периода стойкости T - в таблице 40 (страница 290, 2 - й том).
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:

Составляющие формулы (15) определяются в тех же таблицах что и при развертывании.
Сила
резания. Силу резания H
принято раскладывать на составляющие
силы, направленные по осям координат
станка (тангенциальную ,
радиальную
,
радиальную
 и осевую
и осевую ).
При продольном и поперечном точении,
растачивании, отрезании, прорезании
пазов и фасонном точении эти составляющие
рассчитываю по формуле:
).
При продольном и поперечном точении,
растачивании, отрезании, прорезании
пазов и фасонном точении эти составляющие
рассчитываю по формуле:
Постоянная
 и показатели степени для конкретных
условий обработки для каждой из
составляющих силы резания приведены в
соответствующей таблице (таблица 39,
страница 286 -287, 2 – й том). Поправочный
коэффициент
и показатели степени для конкретных
условий обработки для каждой из
составляющих силы резания приведены в
соответствующей таблице (таблица 39,
страница 286 -287, 2 – й том). Поправочный
коэффициент
 для чугуна, учитывающий влияние качества
обрабатываемого материала (таблица 9,
страница 264, 2- й том)
для чугуна, учитывающий влияние качества
обрабатываемого материала (таблица 9,
страница 264, 2- й том)
Величины
остальных составляющих силы резания:
горизонтально (сила подачи)
 ,
вертикальной
,
вертикальной
 ,
радиальной
,
осевой
,
устанавливают из соотношения с главной
составляющей
(таблица 42 страница 292, 2-й том).
,
радиальной
,
осевой
,
устанавливают из соотношения с главной
составляющей
(таблица 42 страница 292, 2-й том).
Крутящий момент на шпинделе равен:
где D – диаметр фрезы, мм.
Мощность резания (эффективная):
Определим частоту вращения n:

Постоянные коэффициенты и показатели степени в формуле скорости:











1)Рассчитаем режим резания для верхних поверхностей
а) Черновое фрезерование
Глубина резания t = 1,2мм;
Максимальная ширина резания B = 90мм;
Подача
 ;
;
Общий поправочный коэффициент:

Скорость резания.

Сила резания.