

6.Определение параметров и режимов процесса электрохимической обработки
Цель: По заданным размерам и материалу обрабатываемой детали назначить технологические режимы электрохимической обработки.
1.Общие сведения об электрохимической обработке материалов
Электрохимическая обработка (ЭХО) основана на электрохимическом (анодном) растворении металла заготовки при высоких плотностях электрического тока. Схема ЭХО приведена на рис.1
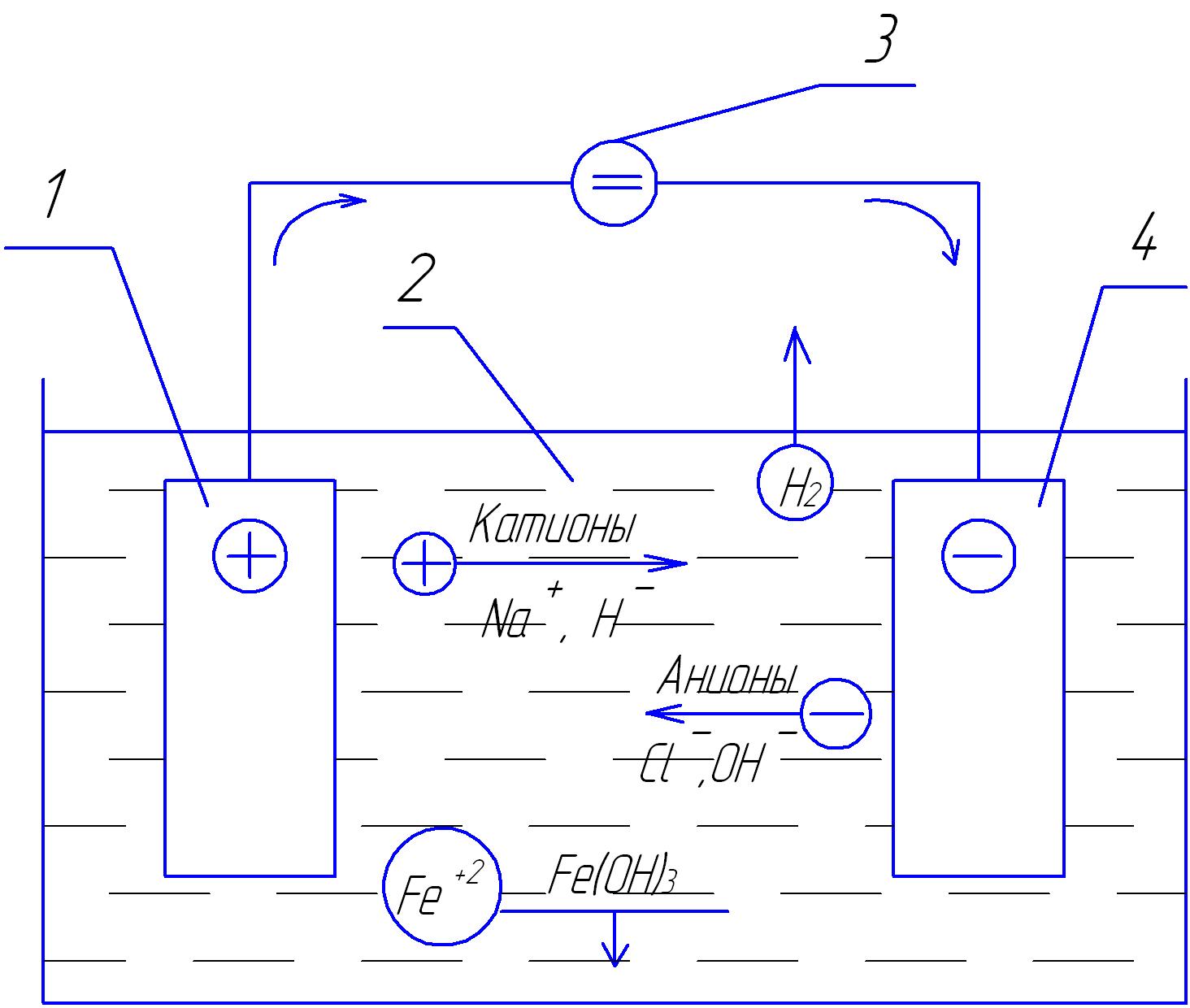
Рис.1. Схема ЭХО: 1 – электрод-анод, 2 – электролит, 3 – источник питания, 4 – электрод-катод
ЭХО основана на электролизе – процессе, при котором происходит окисление или восстановление поверхностей электродов, соединенных с источником питания током и помещенных в токопроводящий раствор – электролит. Один из электродов (заготовка) присоединен к положительному полюсу источника питания и является анодом, а второй (инструмент) – к отрицательному, это катод. Процесс описывается законом электролиза, сформулированным М.Фарадеем
![]() ,
,
где k – электрохимический эквивалент вещества, г/(А·мин),
I – сила тока, проходящего через электролит, А,
τЭ – время электролиза, мин.
Особенностями электролиза являются пространственное окисление (растворение) анода и восстановление (осаждение) металла на поверхности катода. При электролизе железа в растворе NaCl молекула NaCl растворяется в воде и образуются катионы Na+ и анионы Cl-, а молекула воды диссоциирует на катионы Н+ и анионы ОН-. При создании разности потенциалов на электродах анионы будут двигаться к аноду, а катионы – к катоду. Электроны при этом перемещаются по электрической цепи: электрод – источник питания – электрод – электролит – электрод.
Атомы Fe, отдавая электроны, образуют ионы
![]()
Ионы железа, взаимодействуя с находящимися в электролите ионами хлора, образуют хлористое железо
![]()
![]() ,
,
а ионы натрия и гидроксида – щелочь
![]()
Хлористое железо вступает в реакцию со щелочью и образует гидрат закиси железа
![]()
Гидрат закиси железа под воздействием кислорода окружающей среды переходит в гидрат окиси железа, который плохо растворяется в воде и выпадает в осадок
![]()
При ЭХО применяют такие электролиты, катионы которых не осаждаются при электролизе на поверхности катода, поэтому форма электрода-инструмента не изменяется в процессе обработки.
2.Классификация эхо.
В соответствии с технологическими признаками и физико-химическими особенностями съема материала установлены разновидности ЭХО (ГОСТ 25330 – 82). Они объединены в две группы:
Все виды ЭХО, при осуществлении которых припуск с заготовок удаляется только за счет электрохимического растворения. При выполнении операций этой группы образуются легкорастворимые в воде соединения, выпадающие в электролит и сего потоком удаляемые из зоны обработки. Электрод-инструмент при этом не изнашивается.
Виды ЭХО, при реализации которых наряду с электрохимическим воздействием происходит одновременное удаление припуска за счет дополнительного механического или электротермического воздействия. Необходимость такого воздействия обусловлена образованием при анодном растворении на поверхности заготовки труднорастворимых соединений (пленок). ЭИ при работе по такой схеме изнашивается.
Основными разновидностями ЭХО являются:
Электрохимическая отрезка – разделение заготовки на части.
Объемное копирование – ЭИ подается по направлению к заготовке, обработку производят прямым копированием в ванне с рабочей жидкостью с прокачкой ее через межэлектродный промежуток. ЭИ не изнашивается.
Электрохимическое точение – обработка при вращении заготовки и поступательном перемещении ЭИ. Электролит через полость ЭИ подается в межэлектродный промежуток, съем металла происходит за счет электрохимического растворения, ЭИ не изнашивается. Применяется при формообразовании наружных, внутренних и торцевых поверхностей заготовок из труднообрабатываемых материалов, корпусных и тонкостенных деталей.
Электрохимическое прошивание – ЭИ, углубляясь в заготовку, образует отверстие постоянного сечения. Возможно формообразование отверстий с криволинейной осью, а также получение отверстий диаметром 0,3-1,5мм струйным методом.
Электрохимическое калибрование – обработка поверхности в целях снижения ее шероховатости и повышения точности. Осуществляется при отсутствии или с подачей ЭИ. Электролит из специальной камеры подается в межэлектродный промежуток, ЭИ не изнашивается.
Электрохимическое удаление заусенцев – ЭИ и заготовка неподвижны, электролит подается поливом.
Маркирование – нанесение надписей глубиной 0,2-0,3мм, обработку производят через трафарет с прокачкой рабочей жидкости.
Электрохимическое полирование – чистовая отделка поверхности до зеркального блеска при неподвижном ЭИ и заготовке и перемешивании электролита.
Анодно-механическая обработка – съем металла происходит за счет электрохимического растворения и электротермического воздействия, износ ЭИ значительный. Применяется для отрезки заготовок из труднообрабатываемых материалов высотой или диаметром до 700 мм.
Жидкостно-абразивная обработка - заготовки и частички абразивного материала помещаются во вращающийся барабан, заполненный электролитом, стенками которого являются электроды. Происходит удаление заусенцев с заготовок и снижение шероховатости за счет электрохимического растворения и абразивного воздействия, ЭИ изнашивается.
Шлифование:
круглое – обеспечивается вращением ЭИ и дискретной подачей в направлении заготовки, а также продольной подачей ЭИ вдоль оси заготовки, заготовка вращается, рабочая жидкость подается поливом;
плоское – обеспечивается вращением ЭИ и вертикальной подачей в направлении заготовки, заготовка закрепляется на столе станка и имеет продольное перемещение, а также дискретное поперечное перемещение, рабочая жидкость подается поливом.
Рис.2. Классификация методов ЭХО