

4.Порядок выполнения работы
В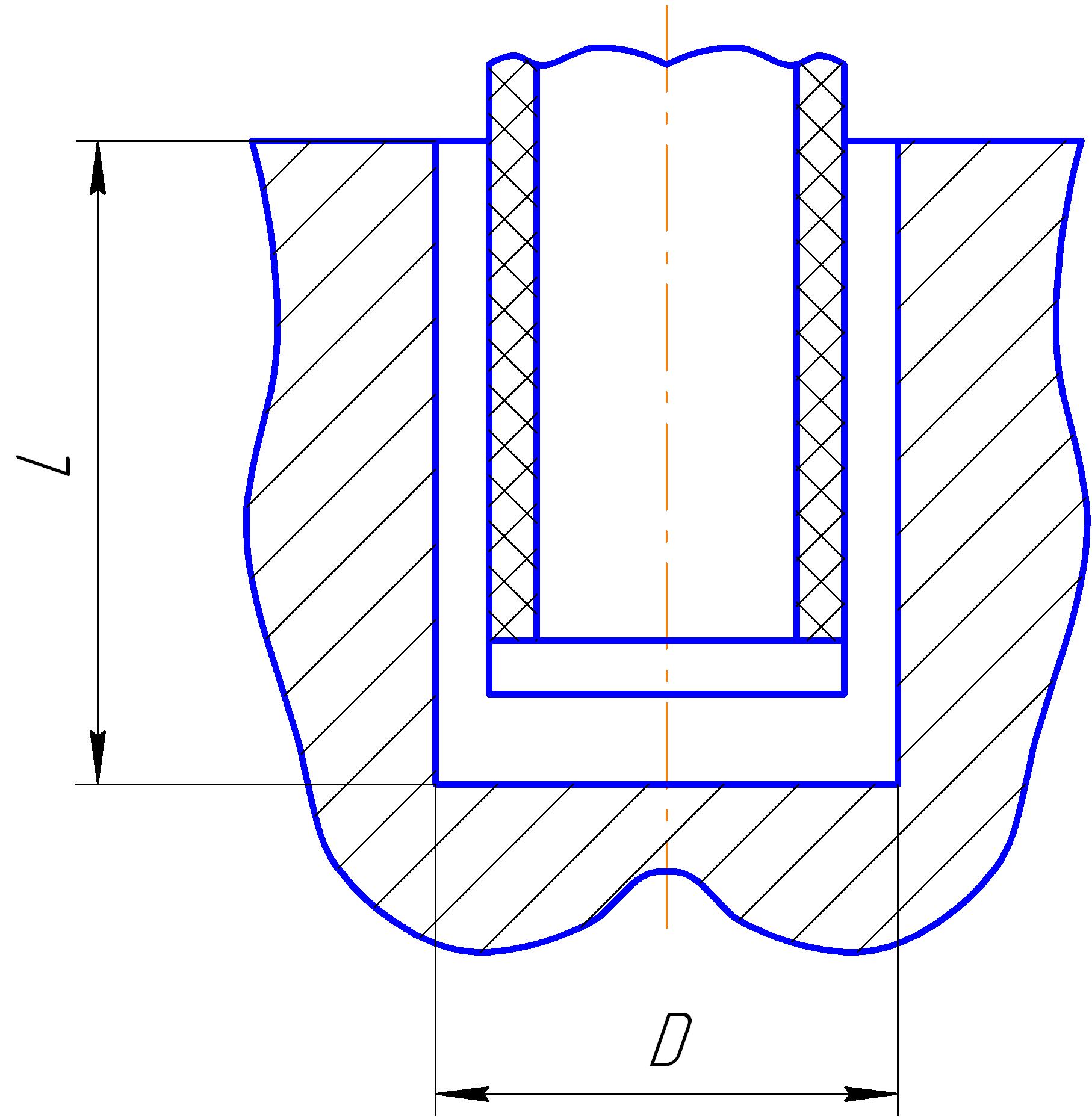 зависимости
от режима обработки (черновой или
чистовой) назначить рабочую жидкость
(см. приложение 1).
зависимости
от режима обработки (черновой или
чистовой) назначить рабочую жидкость
(см. приложение 1).
Выбрать материал электрода-инструмента с учетом его характеристик. Для стальных заготовок рекомендуется использовать графит, МБХ-3, Al-сплав, МНБ-3; для заготовок из твердых сплавов – МБХ-3, латунь.
Разбить операцию на проходы и назначить частоту импульсов: на черновом проходе – низкие частоты (f = 1 – 8 кГц), на чистовом проходе – высокие (f > 8 кГц). Предварительно выбрать генератор импульсов (см. приложение 14).
Записать получаемые шероховатости по проходам, пользуясь таблицами приложений.
Рассчитать износ Э-И. Относительный объемный износ (%)
![]() ,
,
где Vэи – объем Э-И, Vз – объем удаленного металла заготовки.
При электроэрозионном прошивании отверстий удобнее пользоваться относительным линейным износом (%)
![]() ,
,
где Δlэи – изменение линейного размера Э-И в процессе работы, lотв – глубина прошитого отверстия.
Определить энергию импульса по формуле А = I·U·τ. Среднее напряжение принять из диапазона 25-50 В. Значения I и τ выбрать из приложений 3-11.
Назначить величину межэлектродных зазоров – торцевых и боковых (см. приложение 13).
Рассчитать скорость подачи Э-И. Для этого можно воспользоваться зависимостью от площади обрабатываемой поверхности и производительности обработки
 .
.Определить диаметры Э-И и длину рабочей части для черновой и чистовой обработки.
Длина Э-И
L=L1+L2+L3+L4,
где L1 – длина участка закрепления в электродержателе, L1≥ (2…3)dэ;
L2 – глубина отверстия;
L3 – сокращение длины Э-И за счет износа, L3=L2·ν/100, ν – износ;
L4 – длина участка, необходимого для калибровки отверстия, если оно сквозное. Для расчета принимают L4=(1,2…1,8)·L2.
Тогда
L=(2…3)dэ+(2,2…2,8)·L2+ L2·ν/100.
5.Контрольные вопросы
Каковы основные преимущества электроэрозионной обработки перед механическими способами?
Перечислите основные технологические схемы обработки.
Назовите основные режимы электроэрозионной обработки.
Какие жидкости применяют при электроэрозионной обработке?
Какие материалы используют для изготовления электродов-инструментов?
От чего зависит скорость подачи электрода-инструмента?
Список литературы
Бирюков Б.Н. Электрофизические и электрохимические методы размерной обработки.- М.: Машиностроение, 1981.
Ляпунов М.А., Цента Е.А., Юфа Э.П. Электроэрозионная обработка металлов и сплавов.- Киев, Техника,.1965.
Немилов Е.Ф. Электроэрозионная обработка материалов: Учеб. пособие. - Л.: Машиностроение, 1983.
Справочник по электрохимическим и электрофизическим методам обработки. Под ред. В.А.Волосатова. – Л.: Машиностроение, 1988.
Таблица 4. Варианты заданий
Вариант |
Диаметр отверстия, мм |
Глубина отверстия, мм |
Шероховатость Ra, мкм |
Материал заготовки |
|
|
10 |
3 |
2,5 |
Сталь |
|
|
15 |
4 |
1,25 |
Сталь |
|
|
20 |
4 |
1,25 |
ВК8 |
|
|
40 |
3 |
10 |
Сталь |
|
|
15 |
5 |
1,25 |
ВК20 |
|
|
7 |
6 |
1 |
Сталь |
|
|
8 |
10 |
0,63 |
ВК20 |
|
|
9 |
3 |
2,5 |
ВК8 |
|
|
6 |
5 |
0,63 |
Сталь |
|
|
10 |
5 |
1,25 |
ВК20 |
|
|
30 |
10 |
1 |
Сталь |
|
|
10 |
5 |
2,5 |
Сталь |
|
|
8 |
5 |
1,25 |
ВК20 |
|
|
12 |
10 |
2,5 |
Сталь |
|
|
20 |
10 |
0,63 |
Сталь |
|
|
28 |
20 |
1,25 |
ВК8 |
|
|
30 |
15 |
1,25 |
Сталь |
|
|
10 |
12 |
2,5 |
Сталь |
|
|
7 |
7 |
6,3 |
ВК20 |
|
|
10 |
13 |
6,3 |
Сталь |
|
|
24 |
16 |
1,25 |
Сталь |
|
|
32 |
25 |
2,5 |
ВК20 |
|
|
40 |
20 |
10 |
Сталь |
|
|
10 |
6 |
2,5 |
ВК8 |