

16. Штанцевание. Высечка. Биговка. Перфорирование. Рицовка.
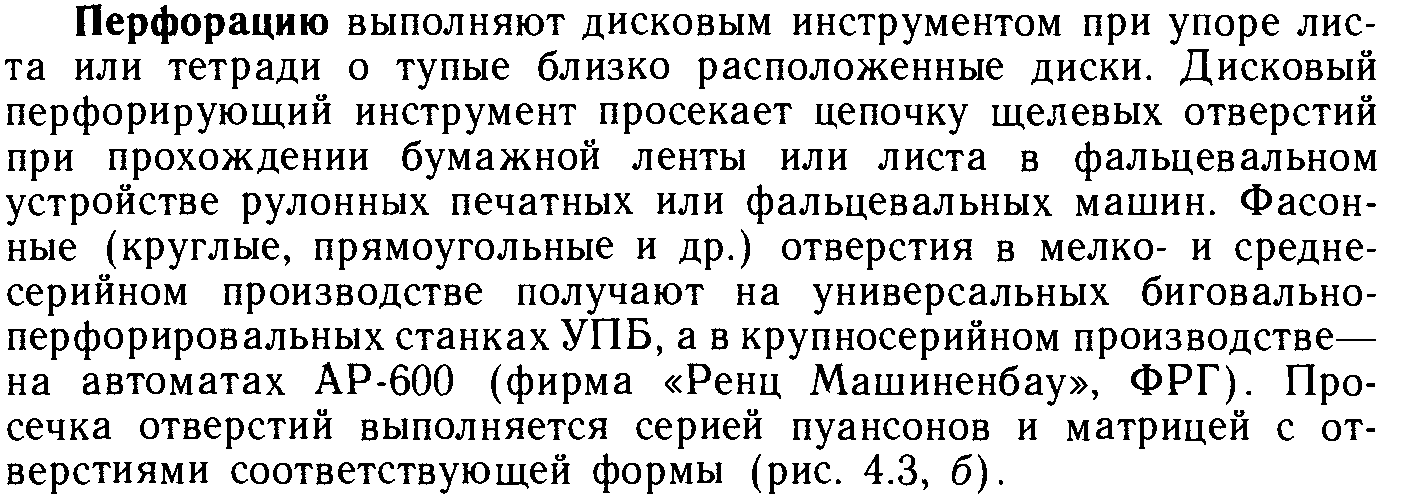
Перфора́ция (англ. perforation, лат. perforo — пробиваю) — результат перфорирования, то есть предусмотренного изготовления значительного числа правильно расположенных отверстий правильной формы в листовом и ином материале. Этим словом также может называться сам процесс перфорирования.
Перфора́тор — инструмент для перфорирования. Отходы перфорации (в просторечии — «дырки») также применяются, например, бумажные и пластиковые — как конфетти.
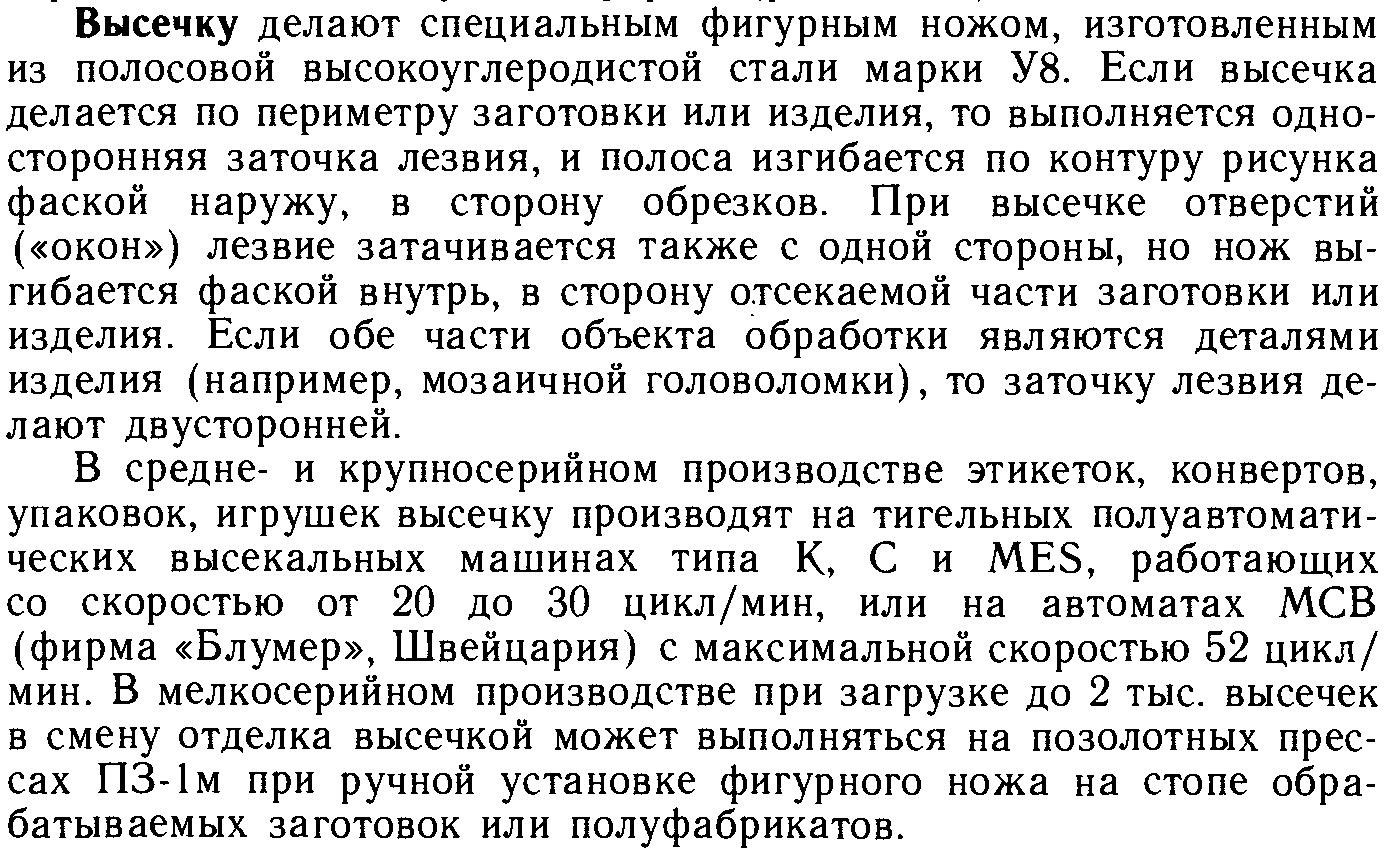
ВЫСЕЧКА, или штанцевание, — отделочный процесс полиграф. производства для придания вырубкой, высечкой на штанцевальном (высекальном) прессе фигурной формы открыткам, этикеткам, пригласительным билетам, детским книжкам-картинкам и т. д. или для образования таким же способом площадок на внешнем поле страФниц справочных изданий, чтобы можно было быстро находить начало разделов.
Биговка — это нанесение на тонкий (до 3 мм) листовой материал или фальцуемую тетрадь прямых углубленно-выпуклых линий, облегчающих изгиб полуфабриката на последующих операциях. В брошюровочно – переплетных - при изготовлении обложек для книжных и папок для комплектных изданий, картонных переплетных крышек типа 6, папок для различных документов и др. Она необходима в тех случаях, когда из-за большой толщины и жесткости материала и полуфабриката нельзя получит требуемые точность и внешний вид сгиба.
Перфорация — это просечка в малой стопе листов бумаги, тонкого картона, оттисков, в фальцуемой тетради или в книжном блоке, состоящем из отдельных листов (долей), цепочки расположенных на одной линии и близко друг от друга щелеообразных, круглых или прямоугольных отверстий сравнительно небольшого размера. Перфорацию в виде щелеобразных отверстий выполняют в фальцевальных машинах и в фальцаппаратах книжно-журнальных ротаций с целью устранения утолщений на сгибах и диагональных морщин, облегчения выхода воздуха из замкнутых полостей в процессах фальцовки и прессования тетрадей.
Рицовка – штриховая резка, прорезание, так есть без прорезания, используется вместо биговки у полимерных материалов в упаковке.
Все выше перечисленные операции подразумевают под собой общий тип операций – Штанцевание (вырубка, высечка, биговка, рицовка, перфорирование).
17. Каландрирование. Гренирование.
Гренирование — это изменение фактуры или создание определенного рельефа у тонкого рулонного или листового материала и на оттисках. Оно применяется при изготовлении специальных видов бумаги и картона, в производстве упаковки престижных товаров и редко — при изготовлении репродукций и открыток высокого качества.
Каландрирование - процесс обработки материалов (ткань, бумага, резина) на каландре. В бумажном производстве К. осуществляется на машинных каландрах, устанавливаемых в конце сушильной части бумагоделательной машины, или на отдельно стоящих суперкаландрах. Бумага, обработанная на суперкаландре, называется каландрированной или лощёной; бумага, пропущенная через машинный каландр и имеющая меньший глянец, — бумагой «машинной гладкости». Гладкость бумаги, получаемая при К., зависит от рода валов (она более высока при сочетании чугунных и бумажных валов), их температуры (при нагревании гладкость повышается), состава и влажности бумаги (бумага, содержащая больше каолина, лучше каландрируется), а также давления между валами каландра. К. в резиновом производстве применяется для изготовления резиновых листов и пластин различной толщины, для пластификации и нагревания резиновой смеси, для промазки ткани резиновой смесью и др. В текстильном производстве путём К. уплотняют хлопчатобумажные, льняные, джутовые и др. ткани, придают им блеск, наносят тиснёный рисунок.
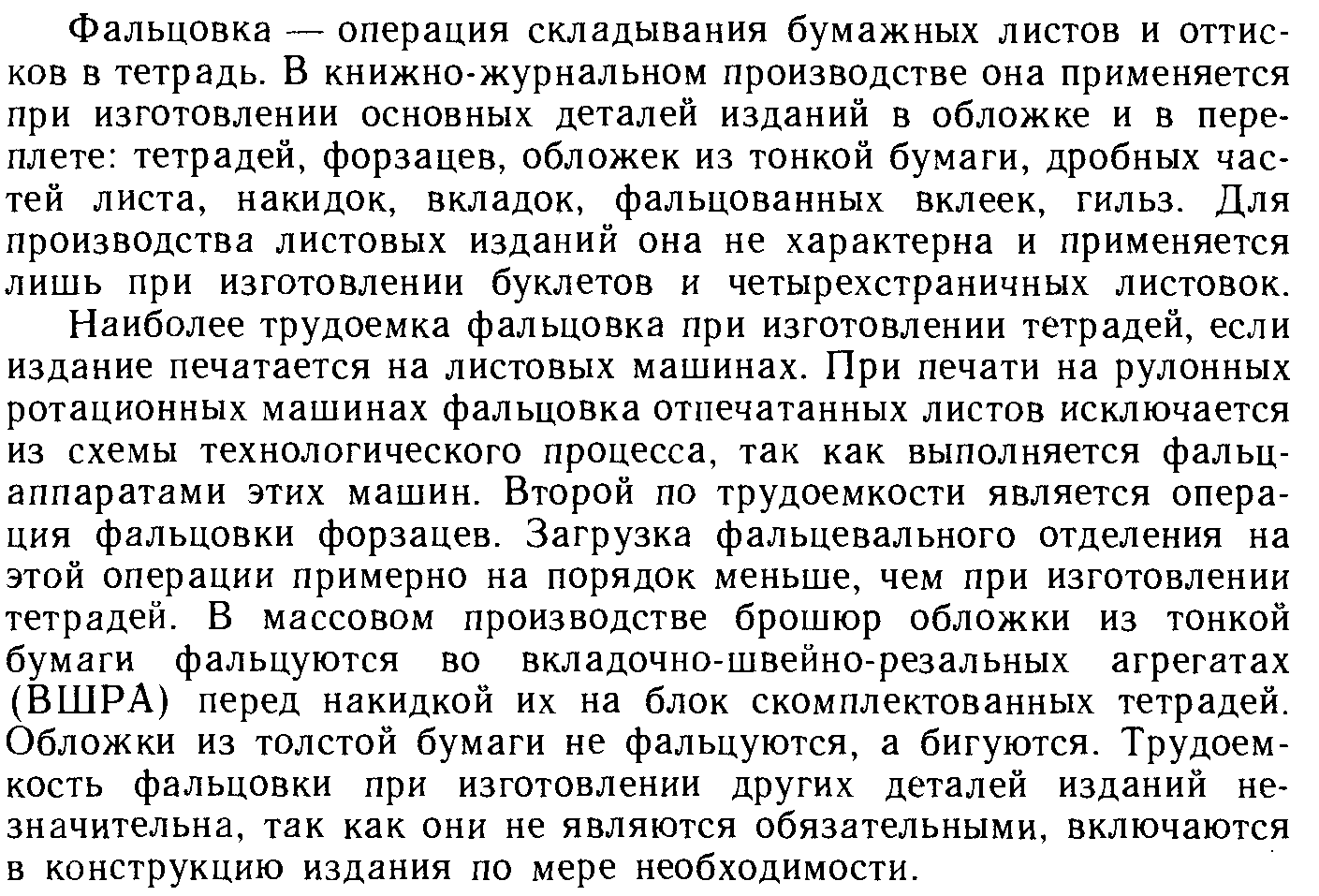
18. Фальцовка. Назначение и объекты фальцовки.
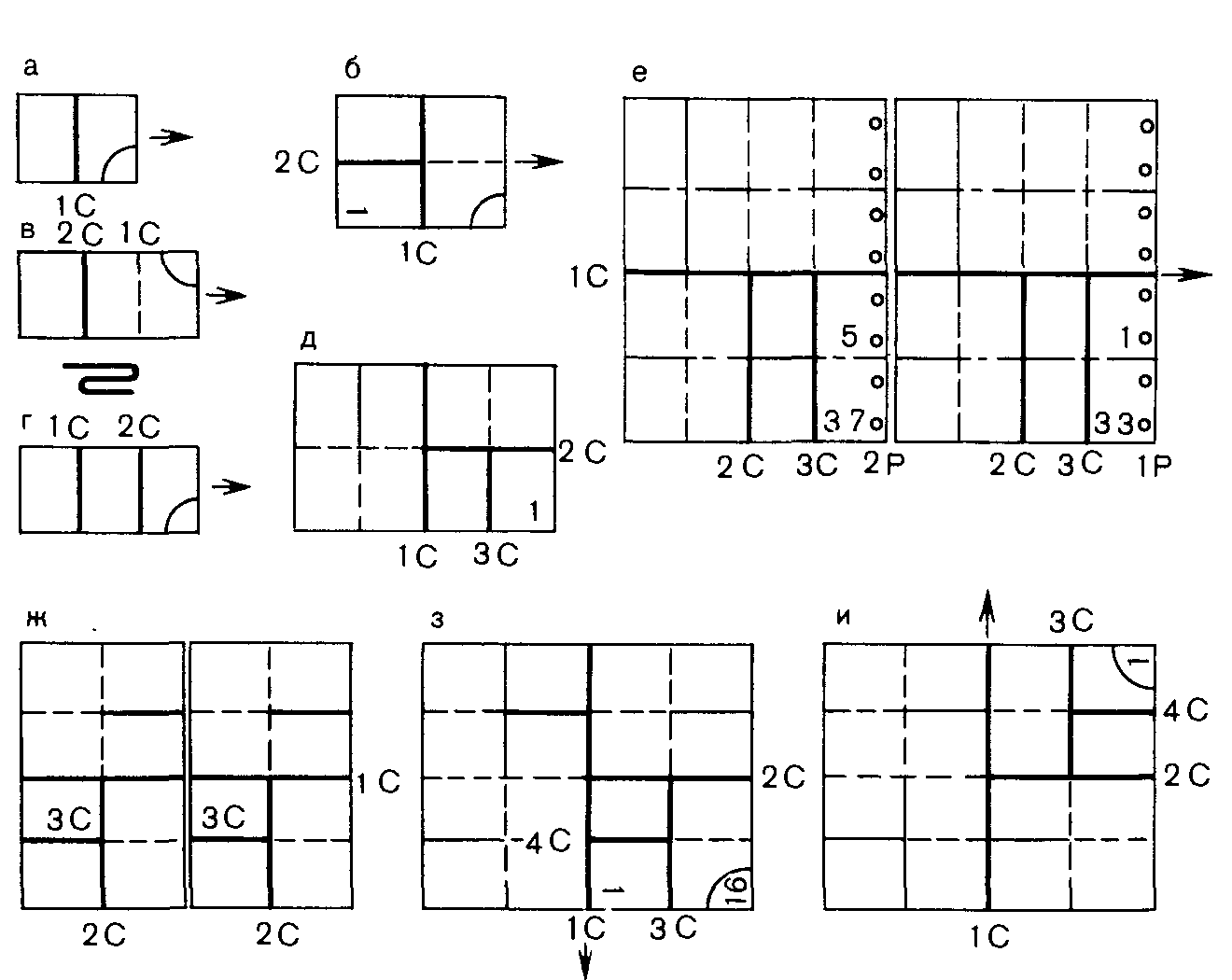
19. Варианты фальцовки и их приенение. Классификация вариантов фальцовки.

20. Сравнительная характеристика 16- и 32-страничных тетрадей.

21. Способы фальцовки.
В книжно-журнальном производстве используют четыре способа фальцобразования в соответствии с типом фальцевальных устройств: вороночный, клапанно-барабанный, ножевой и кассетный. Первые два способа используются в фальцаппаратах рулонных ротационных печатных машин, а вторые два — в ножевых, кассетных и комбинированных фальцевальных машинах.
Вороночный способ фальцовки применяется в фальцевальных устройствах ротаций для получения первого сгиба вдоль бумажного полотна. Сгиб образуется при помощи воронки, на которую полотно поступает с бумаговедущего цилиндра, формируется направляющими валиками и обжимается двумя парами тянущих валиков.При комбинированной книжной фальцовке на оси тянущих валиков можно устанавливать дисковые ножи или перфораторы для разделения тетрадей-двойников. Перфорация ленты, по сравнению с разрезкой, не позволяет долям листа смещаться относительно друг друга при получении второго и третьего сгибов и поэтому не снижает точности фальцовки нижних тетрадей двойника. «+»не имеют ограничений в скорости движения бумажного полотна и позволяют подбирать на воронке одновременно до 8—10 лент. «-»возможность отмарывания оттиска при скольжении по закругленным краям воронки.
Клапанно-барабанный способ фальцовки используется для получения второго и третьего сгибов (перпендикулярных первому) после получения первого сгиба и рубки бумажной ленты в фальцаппаратах рулонных ротационных машин. Сгиб образуется при непрерывном вращении подающего и фальцующего барабанов
![]()
«+»: обеспечивают высокую скорость, позволяют фальцевать одновременно два листа и при фальцовке с подборкой при трех сгибах получать 32-страничные тетради со слабо выраженными диагональными морщинами.
«-»: тетради всегда имеют поперечный раскрой,; тетради имеют слабую затяжку корешковых фальцев фальцы тетрадей слабо и неравномерно обжаты, точность фальцовки невысока
Ножевой способ фальцовки применяется в ножевых и комбинированных фальцевальных машинах и в некоторых фальцаппаратах рулонных ротаций, позволяющих получать так называемую журнальную (трехсгибную перпендикулярную) фальцовку. В ножевых фальцевальных устройствах сгиб образуется при помощи тупого ножа и двух вращающихся навстречу друг другу фальцующих валиков. Перед сгибом лист выравнивается по отношению к кромке ножа при помощи неподвижных в работе передних упоров и механизма бокового равнения, приталкивающего лист к подвижному боковому упору.
«+»высокая точность фальцовки и плотная затяжка фальцев тетрадей
«-»сравнительно невысокая скорость работы из-за больших инерционных и динамических
Кассетный способ фальцовки используется в кассетных и комбинированных фальцевальных машинах. При этом способе сгиб образуется кассетой и тремя (подающими и фальцующими) валиками. Когда передняя кромка листа упирается в неподвижный в работе упор, лист в зоне будущего сгиба прогибается и ложится на пару нижних валиков, которые захватывают и обжимают образовавшуюся петлю.
«+» высокой скорости работы благодаря тому, что основные механизмы (ролики транспортеров и фальцвалики) имеют ротационный принцип действия, а устройства для равнения листа (направляющая линейки и упор кассеты) во время работы неподвижны. Плотность затяжки фальцев удовлетворительная, так как внутренняя доля сфальцованного листа, имеющая такую же длину, как и внешняя, но меньшую относительную деформацию, в момент образования петли прижимается к ней упругими силами, возникающими при изгибе, образованном наклоном кассеты.
«-»чувствительность к толщине, жесткости и гладкости бумаг. При фальцовке бумаг с большой и малой поверхностной плотностью и жесткостью точность фальцовки снижается из-за различного характера деформаций при заполнении пространства зоны образования петли и кассеты, а при фальцовке глазированных бумаг понижается плотность затяжки фальцев, так как при захвате петли внутренняя доля листа из-за малого коэффициента трения бумаги легко выжимается клином сфальцованной наружной доли.