

37. Варианты кбс с фрезерованием корешка.
Отличительной особенностью этого варианта является то, что после фрезерования на корешке делаются поперечные пропилы, в которые после приклейки марли этот корешковый материал вдавливается, соединяет листы блока нитями, повышая прочность скрепления листов в готовой книге.
Этот вариант КБС с фрезерованием корешка не получил широкого распространения по следующим причинам:
равномерному изгибу листов мешают несрезанные верхние фальцы тетрадей блока;
расстояние от зажимов транспортера до поверхности клеенаносящих роликов неодинаково,
тетради и листы блока, ориентированные в сторону вершины конуса, могут отклоняться при ничтожных нагрузках со стороны толстого слоя концентрированного высоковязкого клея;
листы каждой тетради, соприкасающиеся кромками с поверхностью конического ролика, от верхнего к переднему краю блока также распускаются веерообразно.
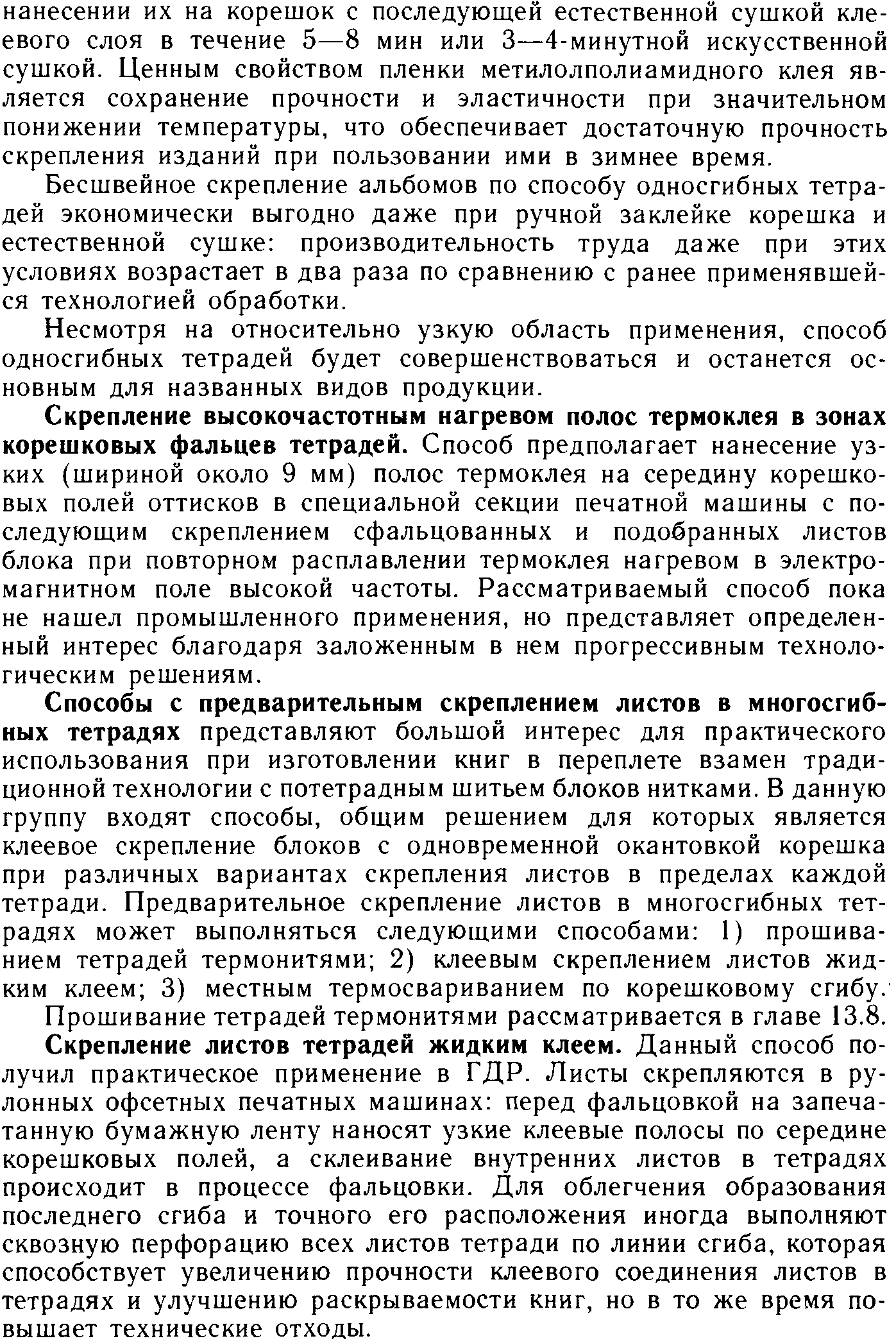
38. Клеевое бесшвейное скрепление с частичным разрушением фальцев
![]()
![]()
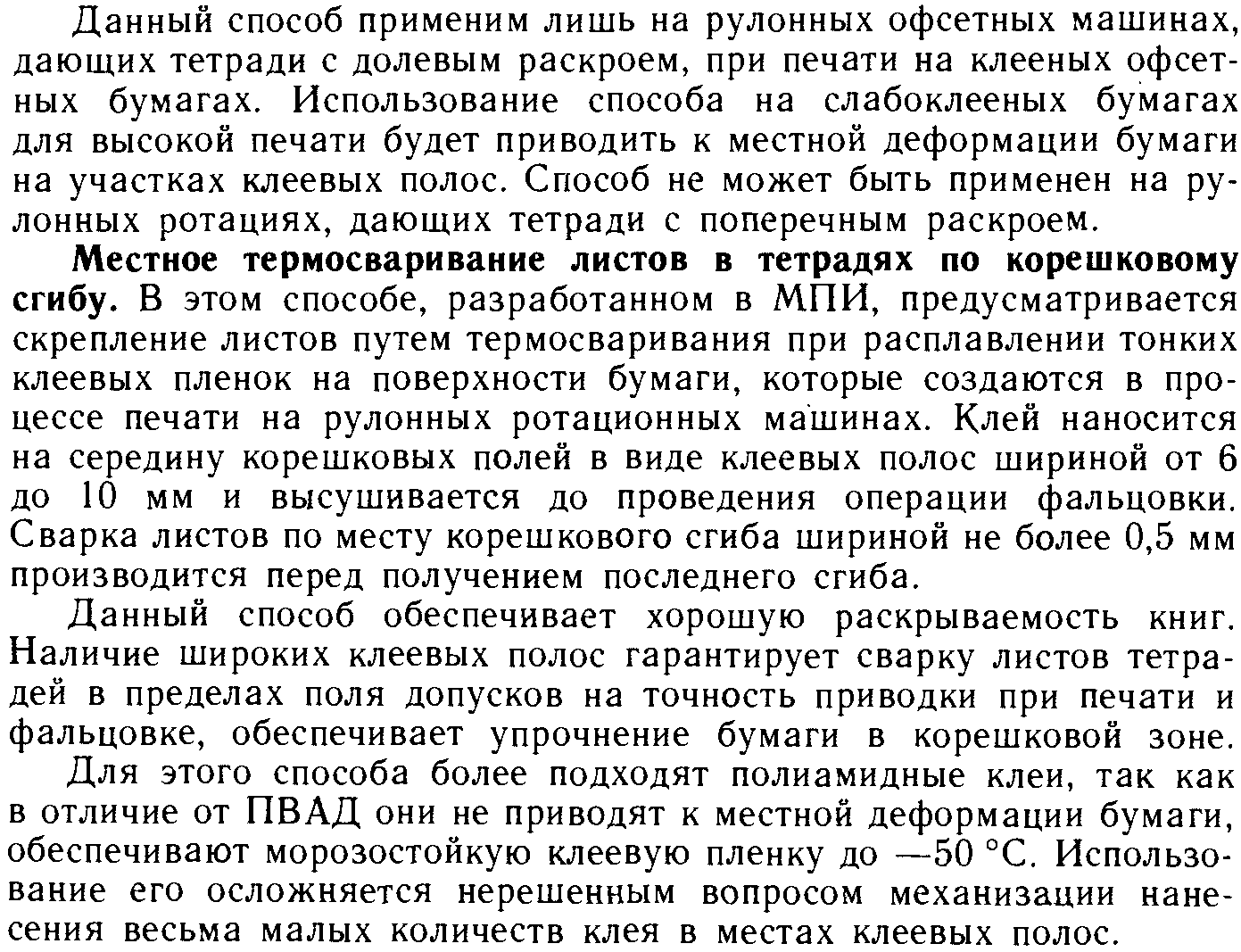
39. Клеевое бесшвейное скрепление без разрушения корешковых фальцев
40. Оценка качества блоков, скрепленных кбс.
Книжные блоки после заклейки, сушки и обжима корешка оцениваются по следующим показателям качества:
равномерности слоя клея на корешке;
плоскостности корешковых фальцев;
глубине захода клея между тетрадями
отсутствию затеков клея в отверстия от швейных инструментов;
отсутствию склейки блоков друг с другом;
отсутствию раскола корешка;
полноте высыхания клея на отлип и на выдавливание;
влагосодержанию корешковой зоны
прочности склейки тетрадей;
значению коэффициента спрессованности блока;
значению коэффициента стойкости блока к сдвигу;
при шитье на марле — гладкости приклейки и ровности клапанов марли.
Равномерность промазки корешка клеем в углублениях и на вершинах фальцев оценивается визуально по интенсивности его окраски; отклонения от плоскостности корешковых фальцев (выступы или втяжки отдельных тетрадей), глубина захода клея в отверстия от швейных инструментов проверяют ся металлической линейкой с миллиметровыми делениями, а отсутствие склейки блоков, раскола корешка, гладкость приклейки и ровность клапанов марли, полнота высыхания клея оцениваются визуально. Влажность корешковой зоны после высокочастотной сушки блоков следует контролировать через каждые 2 ч работы оборудования с помощью влагомера; оптимальное ее значение должно находиться в пределах 15-18%.
Прочность склейки тетрадей, коэффициент спрессованности блоков и коэффициент стойкости блоков к сдвигу контролируют в лабораторных условиях, когда возможно снижение качества полуфабрикатов и готовых книг из-за сомнительного качества исходных материалов и полуфабрикатов и изменения режимов обработки.