

1 Основные виды изданий. Классификация изданий.
![]()
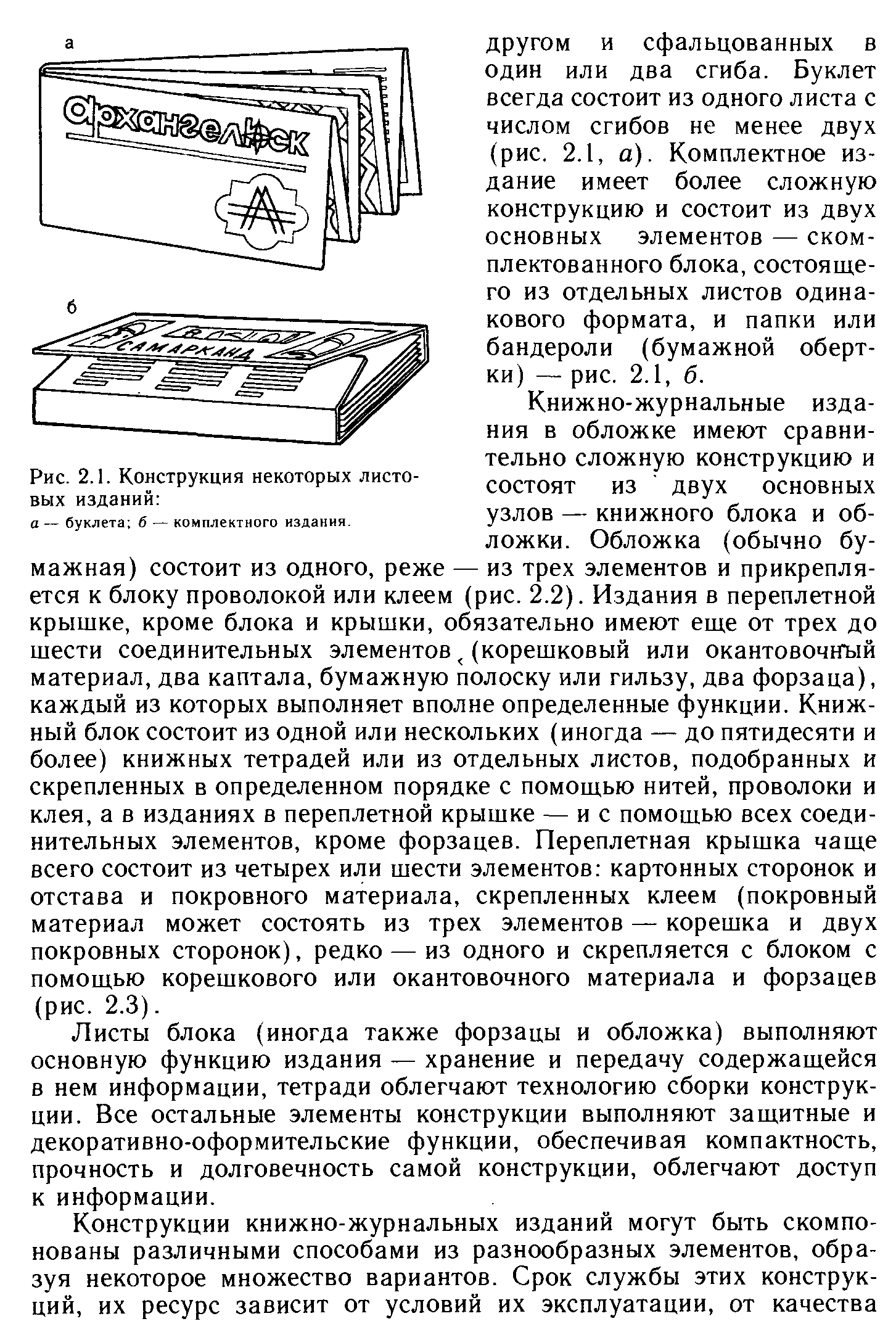
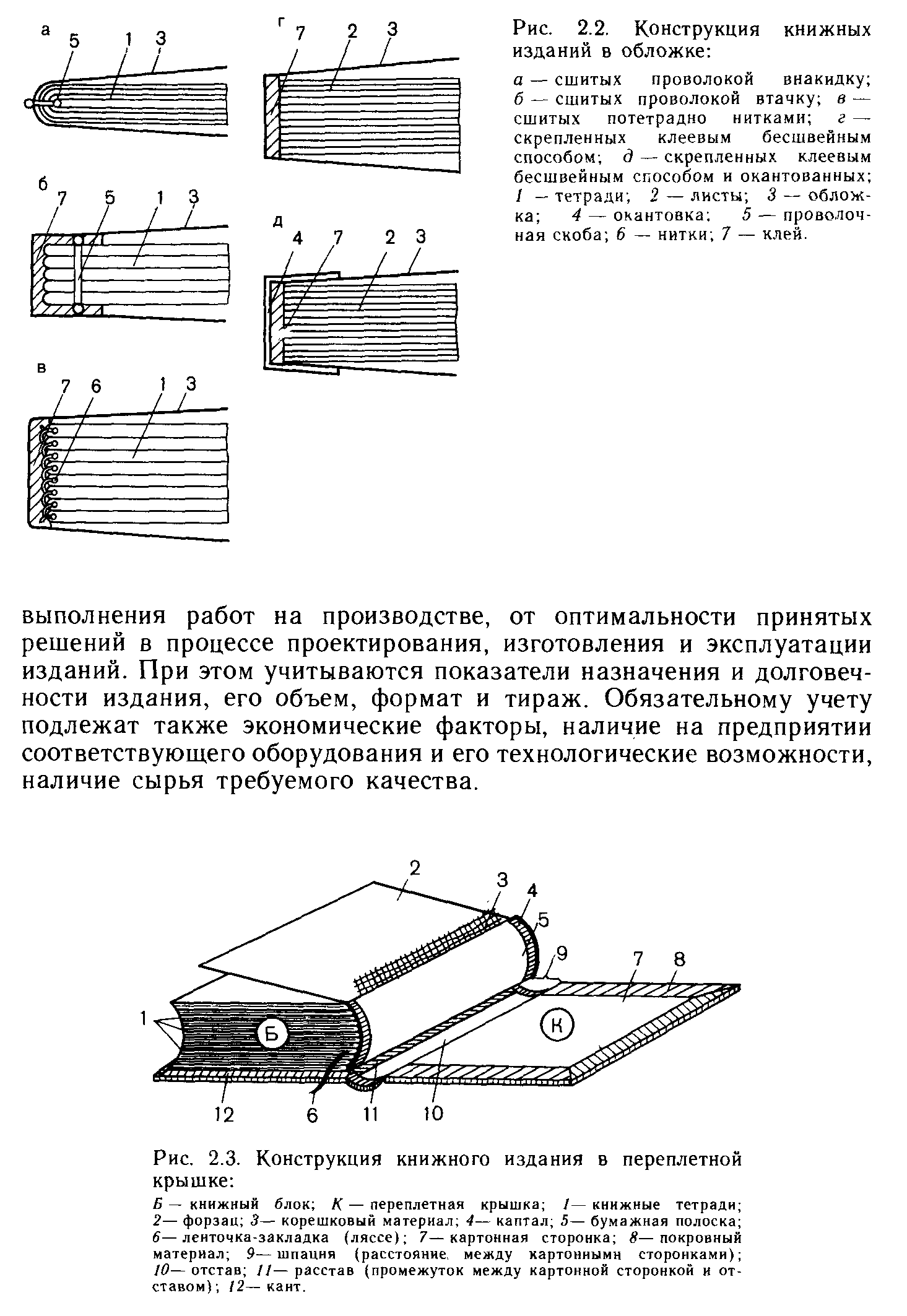
2 Конструкция листовых и книжно-журнальных изданий
![]()
3 Эксплуатационные и технологические показатели изданий, их влияние на состав технологических операций
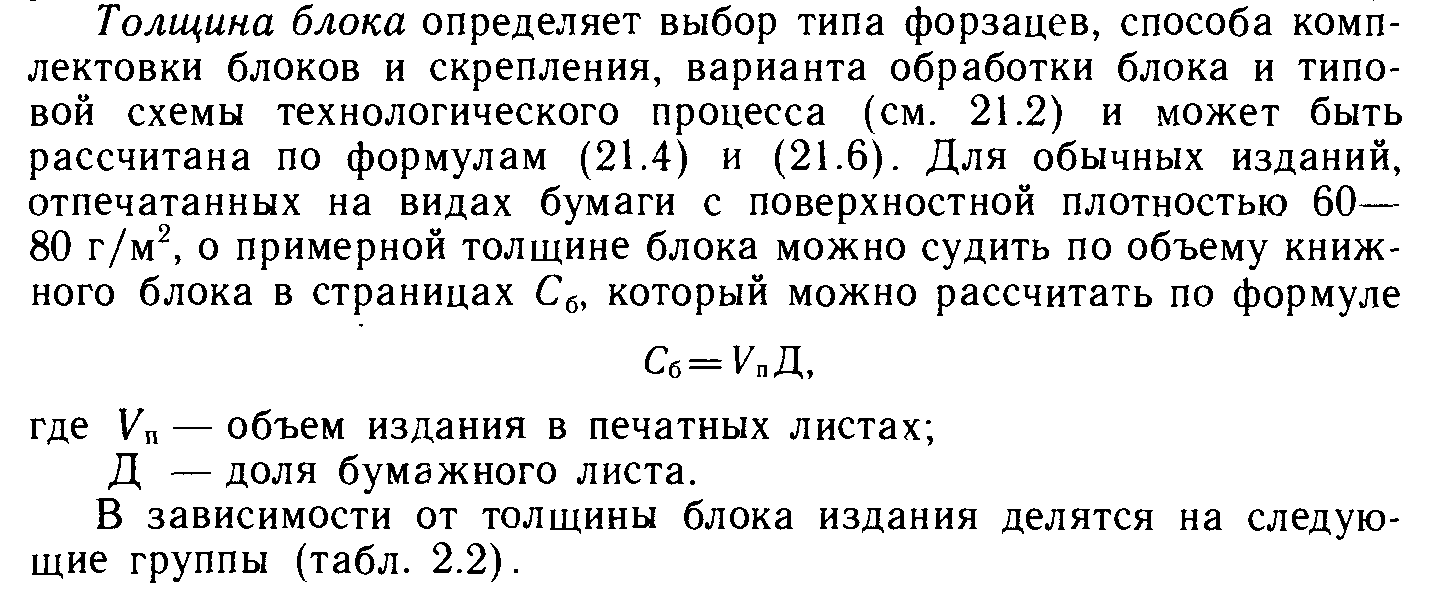
1.Технологические и эксплуатационные показатели изданий, и их влияние на состав технологических операций. Основными исходными объективными показателями, определяющими выбор конструкции и оформления книжно-журнальных изданий, являются вид и тип изданий, предполагаемая возрастная категория читателей, срок службы и интенсивность пользования, толщина блока, формат и тираж издания. По содержанию информации и целевому назначению издания делятся на следующие виды: 1) политические; 2) учебные; 3) справочные; 4) детские; 5) литературно-художественные; 6) изоиздания; 7) научно-популярные; 8) научные; 9) официальные; 10) производственные. По типу издания делятся на обычные, улучшенные и подарочные. Показатель назначения изданий — характеристика, которая определяет вероятностный круг потребителей и соответственно предполагаемые эксплуатационные нагрузки. По возрастной категории читателей издания можно разделить на следующие группы:I — издания для детей дошкольного возраста;II — издания для детей младшего школьного возраста;III — издания для детей старшего школьного возраста;IV — издания для взрослых читателей. Условия пользования: в библиотеке, в учебном заведении, на производстве, в полевых, тропических условиях и т. п., которые определяют уровень механического, биологического и атмосферного воздействия на них в процессе эксплуатации. Срок службы — календарная продолжительность эксплуатации конструкции книжно-журнального издания с момента выхода тиража из типографии до наступления предельного состояния. Условия эксплуатации книжно-журнальных изданий таковы, что они либо интенсивно читаются и переносятся (школьные учебники) и мало хранятся на полке, либо читаются и хранятся примерно одинаково (вузовские учебники, словари иностранных языков, отдельные издания технической литературы и т. п.), либо больше хранятся, чем читаются. Толщина блока
![]()
определяет выбор типа форзацев, способа комплектовки блоков и скрепления, варианта обработки блока и типовой схемы технологического процесса и может быть рассчитана по формулам. Формат издания определяют размерами в миллиметрах обрезанного с трех сторон блока книги. Формат издания вместе с толщиной блока определяет размеры составных элементов книжно-журнальной конструкции, влияет на выбор оборудования и тип организации производства. Тираж — общее число экземпляров издания, устанавливаемое издательством при подготовке рукописи к изданию, определяет выбор типа оборудования и типа организации производства. Издания в зависимости от тиража делятся на четыре группы: до 15 тыс. экз.— малый, до 50 тыс. экз.— средний, до 200 тыс. экз.—большой и свыше 200 тыс. экз.— массовый.
4 Технологические показатели изданий
5 Технологические расчеты
О примерной толщине блока можно судить по объему книжного блока в страницах Сб. Толщину блока можно рассчитать по формуле:
dбум= ps/po = 70 / 0,80 = 87,5 мкм
T= V*dбум/Кспрес. = 233,5*87,5/0,9=23 мм,
где V – количество листов в издании
6 Брошюровочно-переплетные процессы. Классификация
7 Требования к качеству отпечатанных листов, поступающих на обработку в брошюровочно-переплетное производство
В брошюровочный цех поступают тетради с отпечатанным на рулонных ротационных машинах текстом, а также листовая продукция, отпечатанная на листовых печатных машинах. Кроме того, в брошюровочный цех поступает продукция из цеха подготовки бумаги: чистые листы форзацной, обложечной бумаги и др. Листовая продукция, поступающая из печатного цеха, должна удовлетворять следующим требованиям:
1. Отпечатанные листы должны быть выровнены и уложены в пачки по 500 шт., причем каждая пачка должна быть проложена полоской бумаги. Общая высота стопы не должна превышать 1,5 м.
2. Каждый лист должен иметь контрольные метки - метку печатника и метку верной стороны.
3. Отпечатанные листы должны быть чистыми, с четким и равномерным изображением, без оборотного рельефа; листы не должны иметь загнутых углов, следов от перетискивания и отмарывания.
4. Размеры передних и боковых полей во всех листах должны соответствовать установленным нормам.
5. Листы должны иметь правильную общую и предварительную приводку.
6. При многокрасочной печати изображение на всех листах должно быть точно совмещено по краскам.
7. Форматы форзацной и обложечной бумаги должны соответствовать установленным ГОСТам.
8. Листы форзацной и обложечной бумаги должны быть чистыми, без морщин, рваных и замятых краев, загнутых углов и других дефектов.
9. Во всех листах бумаги машинное (долевое) направление волокон должно соответствовать большей стороне листа.
10. Все листы должны иметь одинаковый цвет (разно-оттеночность не допускается).
Кроме общих требований, к листам с текстом, иллюстрациями, форзацами и обложками предъявляются еще и дополнительные требования. Так, листы текста должны иметь:
1) контрольные метки - главную сигнатуру, сигнатуру со звездочкой, норму, метки для контроля качества фальцовки на головном и корешковом полях, метки на корешке для контроля комплектовки;
2) правильную приводку, т. е. точное совпадение на просвет полос текста на лицевой и оборотной стороне, допустимые отклонения- не более 1,5 мм;
3) двухстороннюю печать;
4) правильный спуск полос, соответствующий виду фальцовки и способу комплектовки.
К листам, на которых отпечатаны иллюстрации, предъявляются следующие требования:
1) расположение иллюстраций должно обеспечить в дальнейшем долевой раскрой;
2) соотношение размеров полей на листах с иллюстрациями должно соответствовать соотношению, принятому для полей данного издания.
К листам, на которых отпечатаны форзацы и обложки, предъявляются следующие требования:
1) расположение форзацев и обложек на листе должно обеспечить долевой раскрой; 2) на обложках для блоков, скомплектованных подборкой, должна быть учтена толщина корешка;
3) на суперобложках, кроме толщины корешка, должны быть учтены размеры клапанов для подгибки суперобложки под крышку. Качество листовой продукции проверяют непосредственно при поступлении ее в брошюровочный цех путем выборочного или сплошного контроля.
Контролер должен знать не только перечень технических требований, но и понимать значение этих требований для последующих операций. Например, отсутствие контрольных меток верных сторон на листах приводит к неизбежному и неисправимому браку в процессе разрезки листов. Такой же брак вызывает и несоблюдение размеров полей. При наличии оборотного рельефа значительно затрудняется сталкивание листов и фальцовка. Кроме того, в этом случае нельзя получить компактный блок. Особое внимание следует уделить контролю правильности спуска полос. При этом необходимо знать, для какого вида фальцовки и комплектовки предназначены отпечатанные листы.
Чтобы проверить правильность спуска на отпечатанном листе, необходимо знать основные правила спусков:
1) рядом с первой полосой (страницей) текста через корешковое поле должна стоять последняя полоса данного листа для фальцовки;
2) сумма колонцифр полос, смежных по корешковому полю, должна быть постоянной для данного листа и равняться сумме колонцифр первой и последней полос;
3) рядом с четной полосой через корешковое поле всегда должна стоять нечетная.
Неправильный спуск полос является причиной нарушения последовательности страниц в тетради, т. е. вызывает неисправимый брак.
Очень важно, чтобы соблюдалось требование расположения полос иллюстраций, форзацев и обложек, обеспечивающее в дальнейшем долевой раскрой; В противном случае в процессе их приклеивания при одностороннем смачивании бумаги клеем образуются морщины, затрудняется дальнейшая обработка и снижается качество продукции.
Соблюдение перечисленных технических требований обеспечивает выпуск продукции требуемого качества, обличает труд на отдельных операциях и способствует повышению производительности труда в брошюровочно-переплетных цехах.