

Контрольні запитання до розділу 1
1. Перерахуйте стани машини в процесі експлуатації і вкажіть причини (події), внаслідок яких відбуваються переходи із одного стану в інший.
2. Вкажіть основні види технічного обслуговування машин.
3. Вкажіть основні види ремонтів.
1.3. Причини втрати працездатності машин
1.3.1. Види відмов
Як указувалося вище, внаслідок дії різних чинників у процесі експлуатації відбуваються випадкові події (відмови або пошкодження), що призводять до зміни того чи іншого стану машини. У теорії надійності розрізняють такі види відмов:
- залежні або незалежні;
- раптові, поступові та переміжні;
- конструкційні, виробничі та експлуатаційні.
Як видно із назви, залежні або незалежні відмови класифікуються за ступенем залежності від різних агрегатів (систем) машини. Наприклад, нестійка робота елементів гідросистеми викликає підвищене зношення ущільнень, тріщини у металоконструкціях через великі динамічні навантаження і т.п.
Друга група відмов характеризується, переважно, тривалістю їх дії. Так, раптова відмова супроводжується стрибкоподібною зміною одного або декількох параметрів об’єкту (поломки, тріщини, обриви, пробої ізоляції і т. п.). У разі поступової відмови порівняно поволі змінюються один або декілька заданих параметрів, і відбувається перехід машини із справного у непрацездатний стан (тільки після досягнення граничного значення одного або декількох параметрів). Типовими прикладами таких відмов є зношення деталей, старіння матеріалів, розрегулювання і т.п. Переміжні відмови характеризуються їх багатократним виникненням і самоусуненням.
Третя група відмов характеризується в основному причинами виникнення: неправильним проектуванням, поганим виготовленням або порушенням умов експлуатації.
Чіткі межі між відмовами за приведеною вище класифікацією, певною мірою умовній, провести важко. Так, наприклад, тріщини можуть бути результатом повільного накопичення пошкоджень, а процес зношування іноді характеризується наростаючою інтенсивністю (катастрофічне зношення); невдала (нетехнологічна) конструкція деталі може викликати приховані дефекти. До основних причин виникнення відмов можна віднести три групи фізичних явищ: граничне зношення з’єднань, втрата міцності або жорсткості елементів машин та корозія матеріалів.
Встановлено, що близько 80% відмов елементів лісогосподарських машин відбувається саме унаслідок явищ першої групи, в цьому разі, проте, не враховується характер відмов окремих агрегатів або елементів конструкцій.
1.3.2. Зношування елементів машин
Зношуванням називається процес руйнування і відділення матеріалу з поверхні твердого тіла і (або) накопичення його залишкової деформації під час тертя, що виявляється у поступовій зміні розмірів та форми тіла. Зношування є складним фізико-механічним процесом, що залежить від безлічі зовнішніх (навантаження, швидкості відносних переміщень і т. п.) і внутрішніх (стани поверхні, її хімічного складу і т. д.) чинників. Кількісно процес зношування характеризується трьома параметрами: зношенням, швидкістю та інтенсивністю зношування.
Зношення U – результат зношування, що визначається зміною геометричних розмірів (лінійне зношення), маси або об’єму.
Відповідно до стану машини розрізняють поняття граничного і допустимого зношення. За допустимих значень зношення машину (агрегат) вважають працездатною.
Швидкість зношування dU/dt = υз – відношення зношення до інтервалу часу, протягом якого воно виникло.
Інтенсивність зношування Із = dU/dl – відношення зношення до певного шляху, на якому відбувалося зношування. Іноді інтенсивність зношування оцінюється щодо обсягу виконаної роботи.
Величина, зворотна швидкості або інтенсивності зношування, характеризує здатність матеріалу протистояти цьому процесові та називається зносостійкістю.
У загальному випадку зношування є випадковим процесом, проте цей випадковий процес має особливість: оскільки за часом зношення завжди зростає, то його залежність від тривалості U(t) носить детермінований характер. З іншого боку, із-за різноманіття і випадкового характеру безлічі інших причин значення зношення в кожен момент часу все-таки є випадковою величиною. Такі процеси називаються напіввипадковими [14] і аналітично виражаються таким чином:
Û(t)
= Û0
+
![]() (1)
(1)
де Û(t) – випадкове значення зношення у момент часу t; Û0 – випадкове початкове (заводське) значення розміру; υз(t) – випадкова величина швидкості зношування.
Графічно напіввипадковий процес зношування подано на рис. 1.2 спрощено у вигляді кривої Лоренца, що має три характерні ділянки: припрацювання, нормального зношення і катастрофічного зношення.

Рис. 1.2. Залежність зношення U(t) і швидкості зношування υз
від тривалості t:
1 – U(t); 2 – υз(t); I – ділянка припрацювання; ІІ – ділянка нормального
зношення; ІІІ – ділянка катастрофічного зношення
На ділянці припрацювання (I) відбувається процес зміни геометрії і фізико-механічних властивостей поверхонь деталей, що труться, яке супроводжується зменшенням сили тертя, температури, швидкості та інтенсивності зношування. Початкові моменти припрацювання характеризуються підвищеними температурами і тепловиділенням, що викликають зміну фізико-механічних властивостей і мікрогеометрії поверхні. Ці зміни призводять до утворення однакової (“рівноважної”) шорсткості (рис. 1.3), що забезпечує надалі якнайкращі умови роботи спряження. Після ділянки припрацювання швидкість (інтенсивність) зношування різко падає і наступає нормальне, або стале, зношування (рис. 1.2, ІІ), яке характеризується порівняно невеликою і постійною швидкістю (інтенсивністю) зношування і, відповідно малими змінами геометричних розмірів. Використовуючи спрощену фізичну модель процесу зношування, зношення у будь-який момент часу t визначається як
U(t) = U0 + υз t, (2)
де U0 – початкове значення розміру елементу спряження (вал або втулка); υз – постійне значення швидкості (dU/dt – const).
Знаки (±) привласнюються відповідному елементові пари, що треться: (+) – отвір; (–) – вал. Поступова зміна зазору в спряженні через зношення елементів пари, що треться, призводить до погіршення умов роботи всієї машини або агрегату, що у свою чергу різко погіршує умови роботи і самого спряження. Наступає період швидкого (катастрофічного) зношування (рис. 1.2, ІІІ). Експлуатацію машини у цьому випадку потрібно припинити.
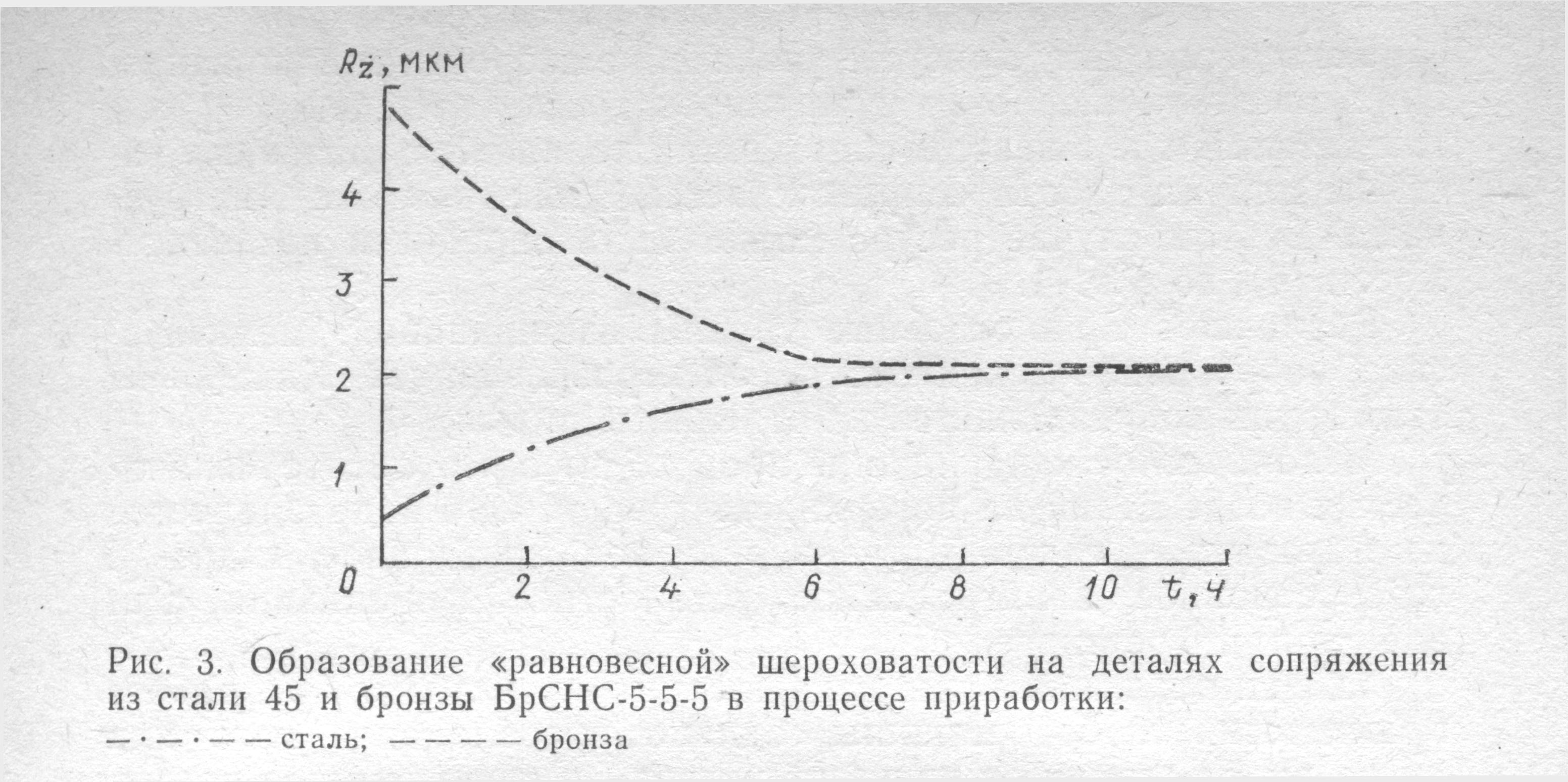
Рис. 1.3. Утворення “рівноважної” шорсткості на деталях спряження із сталі 45 і бронзи БрСНС-5-5-5 у процесі припрацювання:
– сталь; – бронза
Закономірність зношування і відповідно планування заходів щодо збільшення надійності певного з’єднання машини залежать від виду зношування і конструкції елементу машини.
Окрім вказаної вище закономірності зношування у вигляді кривої Лоренца, розрізняють ще чотири характерні типи кривих зношування [5].
Перший тип – лінійний, властивий плугам, зубам і стінкам ковшів, фрезам лісомеліоративних машин, трубопроводам. Якщо відоме значення граничного зношення робочого органу ΔUгр, то легко визначається його середній ресурс, як
Тгр = ΔUгр / І. (3)
Другий тип кривої характерний наявністю ділянки припрацювання і подальшим монотонним зростанням зношення аж до гранично допустимого значення. Така закономірність спостерігається у шарнірів з підшипниками ковзання, елементів робочих органів, що самозаточуються, інструментів і т.д. Нехтуючи ділянкою припрацювання, середній ресурс у цьому випадку можна визначити за залежністю (3).
Третій тип закономірності характерний монотонним і безперервним зменшенням швидкості зношування. Такий закон, зокрема, спостерігається у підшипників ковзання і шестерень за наявності абразивного зношування. У цьому випадку Тгр може бути визначене за формулою:
![]() (4)
(4)
де п < 1.
Четвертому типу властиво збільшення швидкості зношування. Цей закон спостерігається у шарнірів гусеничних ланцюгів та інших деталей, де в зазори спряжень потрапляють абразивні частинки або їх робота супроводжується динамічними навантаженнями. У цьому випадку ресурс може бути визначений із залежності (4), але з п > 1.
Розрізняють три основні групи зношування: механічне, корозійно-ме-ханічне, електроерозійне. В свою чергу кожна з цих груп ділиться на окремі види.
Механічне зношування відбувається внаслідок механічних дій на поверхню тертя. Воно поділяється на абразивне, гідро- і газоабразивне, ерозійне, гідро- і газоерозійне, кавітаційне, втомне, зношування при заїданні та фретинг-корозії.
Вказані вище види зношування відбуваються під час роботи практично будь-якої машини, проте переважання того або іншого виду залежить від зовнішніх умов і специфіки її застосування.
Абразивне зношування відбувається внаслідок механічної дії на поверхню металу твердих абразивних (неорганічних) частинок (SiО2 – двоокис кремнію, Fe2О3 – оксид заліза, оксиди Al, Са, Mg, Na та інших елементів), що містяться в ґрунті та пилі. Розміри таких частинок можуть бути 5-120 мкм, що дозволяє їм вільно проникати у незахищені зазори спряжень, а твердість від 12 000 (SiО2) до 25 000 МПа (А12О3), що набагато перевищує твердість робочих поверхонь машин.
Інтенсивність абразивного зношування значною мірою залежить від ступеня перевищення мікротвердості абразивної частинки у відношенні до твердості металу робочого органу машини. Так, якщо твердість частинки На співмірна з твердістю металу Нм (На ≈ Нм), то абразивні частинки лише руйнують окисну плівку на поверхні металу (рис. 1.4, а), що активізує процес зношування іншого вигляду – корозійно-механічного. Якщо На > Нм (На = 1,7 Нм), то абразивна частинка пластично деформує (“відтісняє”) поверхневий шар металу (рис. 4, б). Коли На > 1,7 Нм, абразивна частинка занурюється гострою гранню у поверхню, проводячи мікрорізання (рис. 4, в). За даними проф. М. М. Хрущова, встановлено, що для чистих металів і термічно необроблених сталей існує лінійна залежність між їх твердістю і зносостійкістю:
ε = b Нм, (5)
де ε = jм / jет – відносна зносостійкість; jм і jет – відповідно зносостійкість матеріалу і еталону, b – коефіцієнт пропорційності (b = 7,3).
Рис. 4. Взаємодія абразивної частини
Для термічно оброблених сталей зносостійкість поверхні із збільшенням твердості також зростає, але в меншій мірі. Економічно доцільно підвищувати твердість матеріалу в порівнянні з твердістю абразиву не більше ніж у 1,3 разу (Нм = 1,3 На). За подальшого підвищення твердості ефект різко знижується, поверхня стає крихкою і руйнується під дією динамічних навантажень.
Гідро- і газоабразивне зношування відбувається внаслідок дії на поверхню твердих частинок, що містяться в рідині (або газі). Гідро абразивне зношування характерне для елементів паливних і гідравлічних систем, двигунів внутрішнього згоряння. Газоабразивне зношування властиве елементам компресорів і пневматичного інструменту, де носієм зважених твердих частинок є стиснуте повітря.
Загальною для гідро- і газоабразивного зношування є інтенсивність зношування, яка залежить від кута, утвореного напрямом швидкості потоку і поверхнею (кута атаки). У крихких матеріалів інтенсивність зношування зростає у міру збільшення кута атаки (рис. 1.5), а у пластичних матеріалів інтенсивність зношування максимальна у діапазоні кутів атаки α = 30-40°.

Ерозійне зношування поверхні відбувається у разі дії на неї потоків рідини або газу, рухомих з великими швидкостями. До ерозійного зношування відносяться гідроерозійне і кавітаційне зношування. Ці види зношування порівняно рідко спостерігаються в конструкціях і системах лісогосподарських машин і тому тут не розглядаються.
Втомне зношування (пітинг) відбувається за неодноразових циклічних деформацій мікрооб’ємів поверхні. В цьому випадку на поверхні або на деякій порівняно невеликій глибині спочатку утворюються мікротріщини, подальший розвиток яких призводить до вифарбовування матеріалу. Інтенсивність втомного зношування залежить від багатьох чинників: величини залишкової напруги у поверхневому шарі металу; наявність концентраторів напруги у вигляді різного роду включень; шорсткості поверхні та наявності подряпин і задирів на ній і т.д.; розподілу навантажень у спряженні, що визначається зазором, перекосом, пружними деформаціями і т.д.; наявності та типу мастила. У великій мірі на втомне зношування впливають умови тертя (кочення, ковзання або їх комбінація), навантаження і температура поверхонь, що труться, їх твердість і шорсткість, властивості вживаних змащувальних матеріалів. На рис. 1.6 подано залежність напрацювання Тн до появи втомного вифарбовування від навантаження Р, твердості матеріалу НВ і в’язкості змащувального матеріалу μ.
Втомне зношування найчастіше відбувається у деталей, що працюють за великих знакозмінних контактних навантаженнях (зубчасті колеса, підшипники кочення, передавальні механізми маніпуляторів). Воно супроводжується збільшенням шуму і вібрацій. Під час розбирання спряжень втомне зношування може визначатися візуально за наявності двох характерних областей: відносній гладкій поверхні країв мікротріщин і шорсткої поверхні дна раковин, що утворилися.
Помірне втомне зношування не є небезпечним у невідповідальних спряженнях. Деталі, що мають незначні пошкодження, можуть експлуатуватися. Проте, якщо втомне зношування прогресує, експлуатація спряження повинна бути припинена.
Зношування у разі заїдання (задирання) виділяється із розглянутих вище зношувань перш за все інтенсивністю і розглядається як раптова відмова. У разі заїдання відбуваються схоплювання і глибинне виривання макрооб’ємів матеріалу, перенесення його на зв’язану поверхню і дію нерівностей, що утворилися, на обидві тертьові поверхні. Найчастіше явище заїдання відбувається у разі неправильного підбору матеріалу тертьових пар, за порушення правила позитивного градієнта механічних властивостей (dτ/dz) > 0 (рис. 1.7), що визначає відмінність між міцностями адгезійного зв’язку і шарів, що пролягають нижче. В умовах тертя без достатнього шару мастила або загального перевантаження спряження за навантажувальними і температурними умовами інтенсивність процесу залежить від режимів роботи спряження, швидкостей відносного переміщення, навантаження і температури. У цьому випадку розрізняють заїдання внаслідок схоплювання I або II роду. Схоплювання I роду характеризується малими швидкостями ковзання (0,005-0,2 м/с) і тиском [(5-100) · 105 Па], що перевищує межу текучості на ділянках фактичного контакту тертьових поверхонь. Температура у цьому разі незначно підвищується, але відбувається інтенсивна пластична деформація, що супроводжується значним зношенням деталей (рис. 1.8, І). За тиску р = 105 Па збільшення відносних швидкостей ковзання є понад 0,05 м/с, у цьому разі відбувається припинення схоплювання I роду, оскільки адгезійні зв’яз-ки між мікрооб’ємами тертьових поверхонь, руйнуються без їх пошкодження. До поверхонь вільно поступає повітря, і зношування стає окислювальним. У міру подальшого підвищення тиску металеві зв’язки утворюються і за високих швидкостях ковзання, що призводить до схоплювання II роду (рис. 8, ІІ і ІІІ).
Рис. 7. Різноманітні варіанти………………….
Схоплювання II роду характеризується значним підвищенням температури у зоні контакту, зменшенням міцності і, як наслідок, інтенсивнішим зношуванням. Заїдання поверхонь, по суті, є аварійним станом пари, що треться, і тому його слід унеможливити правильним проектуванням, якісним виготовленням і грамотною експлуатацією машини.
Рис. 1.8. Залежність інтенсивності зношування у разі заїдання
від швидкості υ і питомого тиску р:
I – зона інтенсивної пластичної деформації; II-III – зони схоплювання (заїдання)
Зношуванням за фретинг-корозії називають процес механічного зношування дотичних деталей за малих коливальних відносних переміщеннях. Воно відбувається зазвичай на поверхнях валів з напресованими на них муфтами, дисками або обоймами підшипників ковзання; на осях і маточинах коліс, опорних кільцях пружин, шпонкових і шліцевих з’єднаннях; на опорних поверхнях корпусів двигунів і редукторів. Характерними ознаками фреттинг-зношення є налипання матеріалу, поява раковин і тріщин. Зношування приводить до порушення необхідних посадок і герметичності у з’єднаннях.
Корозійно-механічне зношування характеризується окисленням на поверхнях спряження. Внаслідок тертя менш міцні, ніж початковий метал, плівки оксидів відділяються разом з іншими частинками. Є два види корозійно-механічного зношування: окислювальне і фретинг-корозія.
Окислювальним називають зношування, за якого головний вплив на інтенсивність процесу здійснює утворення оксидів. Швидкість зношування у цьому разі невелика (0,05-0,1 мкм/ч). Процес стає інтенсивнішим у разі підвищення температури і вологості.
Фреттінг-коррозією називають процес зміни спряжених поверхонь деталей за малих коливальних переміщеннях (вібрація, періодичний згин або кручення). Як показує назва, цей процес супроводжується утворенням на поверхнях тертя оксидів. За фреттинг-коррозії втомна міцність поверхні знижується у 3-6 разів, а характерною ознакою є наявність на поверхнях тертя раковин, у які втиснули оксиди, що відрізняються за кольором від основного металу.
Цей вид зношування призводить або до порушення виду посадки спряження (у разі винесення оксидів за його межі), або до заїдання і заклинювання, якщо оксиди залишаються на місці.
Зношування під дією електричного струму включає тільки один вид – електроерозійне. Електроерозія полягає у вириванні частинок металу під дією електричних розрядів, що виникають, як правило, у разі розмикання і замикання електричних контактів (наприклад, у переривниках, реле, електродвигунах і т.д.).