

Министерство образования и науки Российской Федерации
Федеральное Государственное бюджетное образовательное учреждение
высшего профессионального образования
«Южно-Уральский государственный университет»
(национальный исследовательский университет)
Факультет «Механико-технологический»
Кафедра «Технологии машиностроения»
Тема работы: Результаты проектирования станочного приспособления (СП)
на операцию обработки детали «втулка»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ПРАКТИЧЕСКОЙ РАБОТЕ
по дисциплине «Проектирование станочных приспособлений»
Автор работы
студент группы: МТ-424Нургужин О.К._
_______________2012 г.
Руководитель работы
Мясников Ю.И. _____________
_______________2012 г.
Работа защищена
с оценкой
_____________
_______________2012 г.
Челябинск 2012
Содержание записки
№ |
Тема |
Стр. |
|
|
|
|
Задание |
3 |
|
|
|
1. |
Этап I. Результаты анализа технологической операции |
4 |
|
|
|
2. |
Этап II. Результаты разработки принципиальной схемы |
7 |
|
|
|
3. |
Этап III. Результаты определения условий закрепления заготовки (Зг) в СП |
11 |
|
|
|
4. |
Этап IV. Результаты расчетов точности обработки |
17 |
|
|
|
5. |
Этап V. Результаты разработки конструкции СП |
18 |
|
|
|
|
|
|
|
|
|
Результаты проектирования сп
Задание. Разработать конструкцию СП на операцию обработки детали “втулка”, фрагмент чертежа которой показан на рис.1, а операционный эскиз на рис.2.
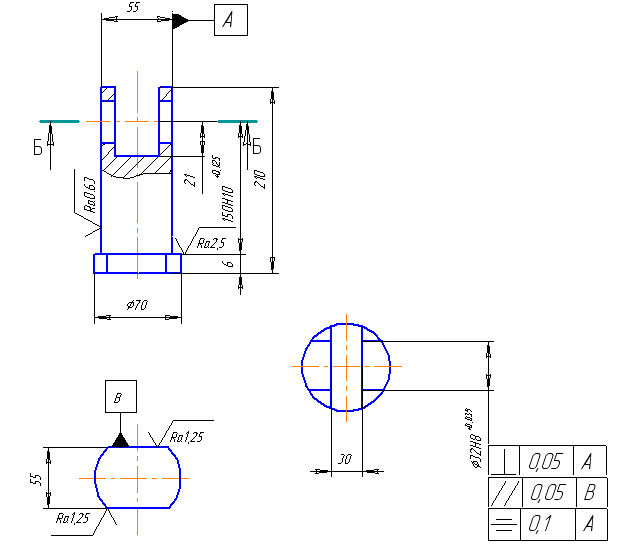
Рис.1. Фрагмент чертежа детали “втулка ” (в упрощенном виде)
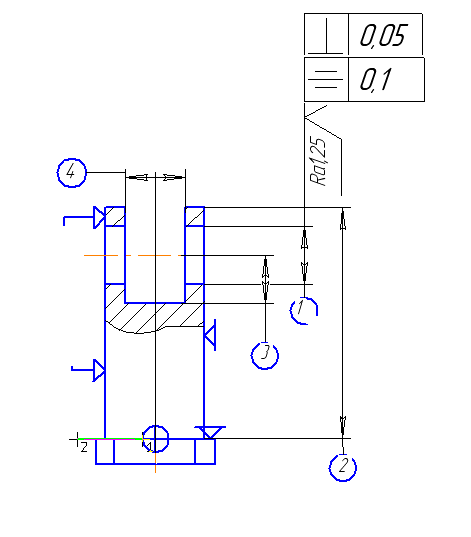
Рис.2.Операционный эскиз
Этап I. Результаты анализа технологической операции
Цель этапа — выявить ограничения на проектирование СП и уточнить задачи проектирования.
Стадия 1. Результаты определения и уточнения общих сведений об операции. На этой стадии начинается формирование и уточнение задания на проектирование СП путем выявления ограничений на его проектирование.
Операция 035 Фрезерная:
Установить заготовку
Точить поверхность
Количество одновременно обрабатываемых заготовок – 1
Материал – Ст 45, твердость НВ 220…250
Станок – универсально-фрезерный
Режущий инструмент – фреза дисковая
Стадия 2. Результаты разработки эскиза заготовки, поступающей на выполняемую операцию. На этой стадии определяются параметры заготовки, поступающей на выполняемую операцию.
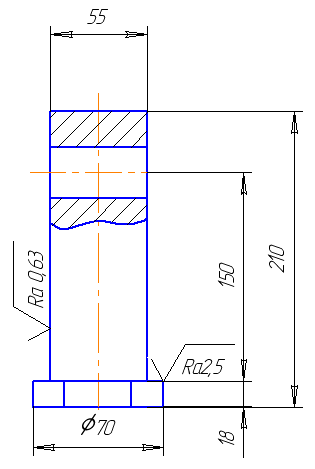
Рис.1.2. Результаты разработки эскиза заготовки, поступающей на операцию
Стадия 3. Результаты разработки упрощенного операционного эскиза. На этой стадии определяются те параметры операционного эскиза, выполнение которых зависит от конструкции СП.
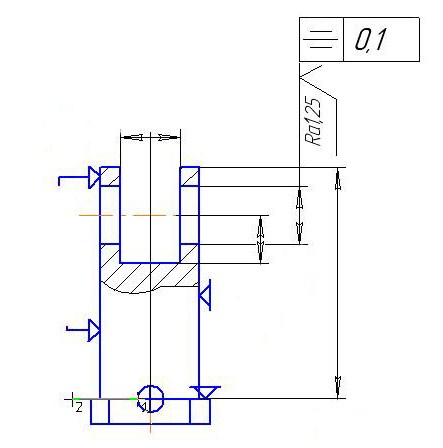
Рис.1.3. Результаты разработки упрощенного операционного эскиза
Стадия 4. Результаты уточнения схемы обработки. На этой стадии уточняются особенности выполнения операции, связанные с конструкцией СП, путем разработки возможной схемы обработки.
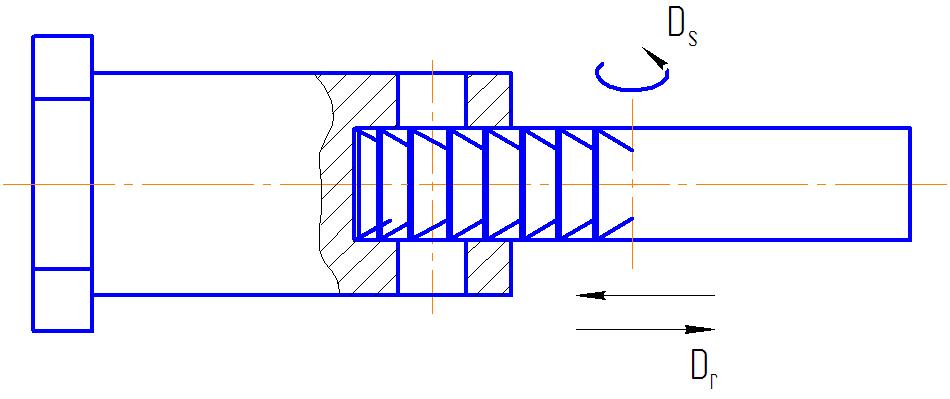
Рис.1.4. Результаты разработки возможной схемы обработки
Стадия 5. Результаты уточнения задачи проектирования СП. На этой стадии уточняется задача проектирования СП с учетом определенных выше условий выполнения операции.
1. Необходимо разработать СП для универсально-фрезерного станка для фрезерной операции
Этап II. Результаты разработки принципиальной схемы
Цель этапа — разработать принципиальную схему СП, наилучшим образом удовлетворяющая условиям выполнения технологической операции.
Стадия 1. Результаты разработки схемы установки. На этой стадии осуществляется переход от теоретической схемы установки заготовки к схеме расположения установочных элементов (УЭ) в СП (на уровне принципиальных решений).
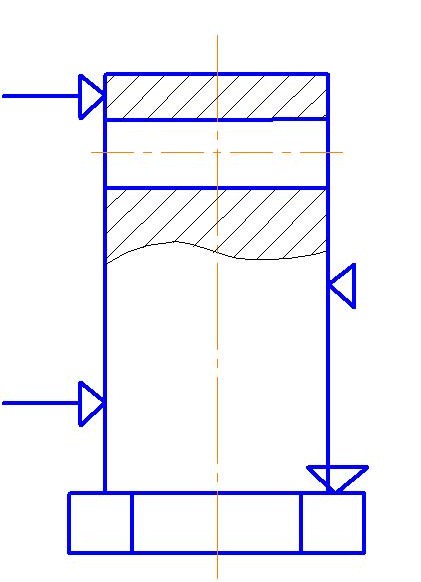
Рис.2.1. Теоретическая схема установки заготовки

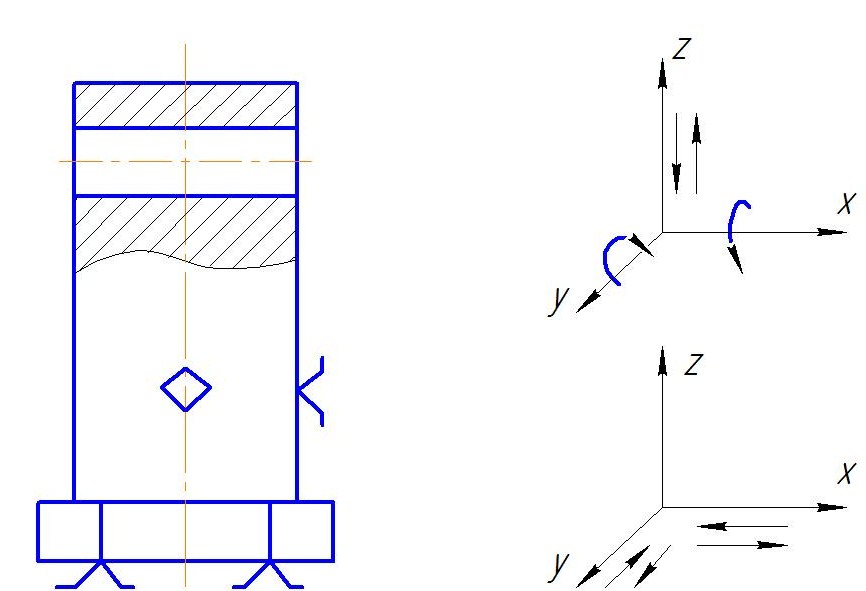
Рис.2.2. Результаты анализа схемы базирования заготовки в СП
(Разработка теоретических схем базирования)
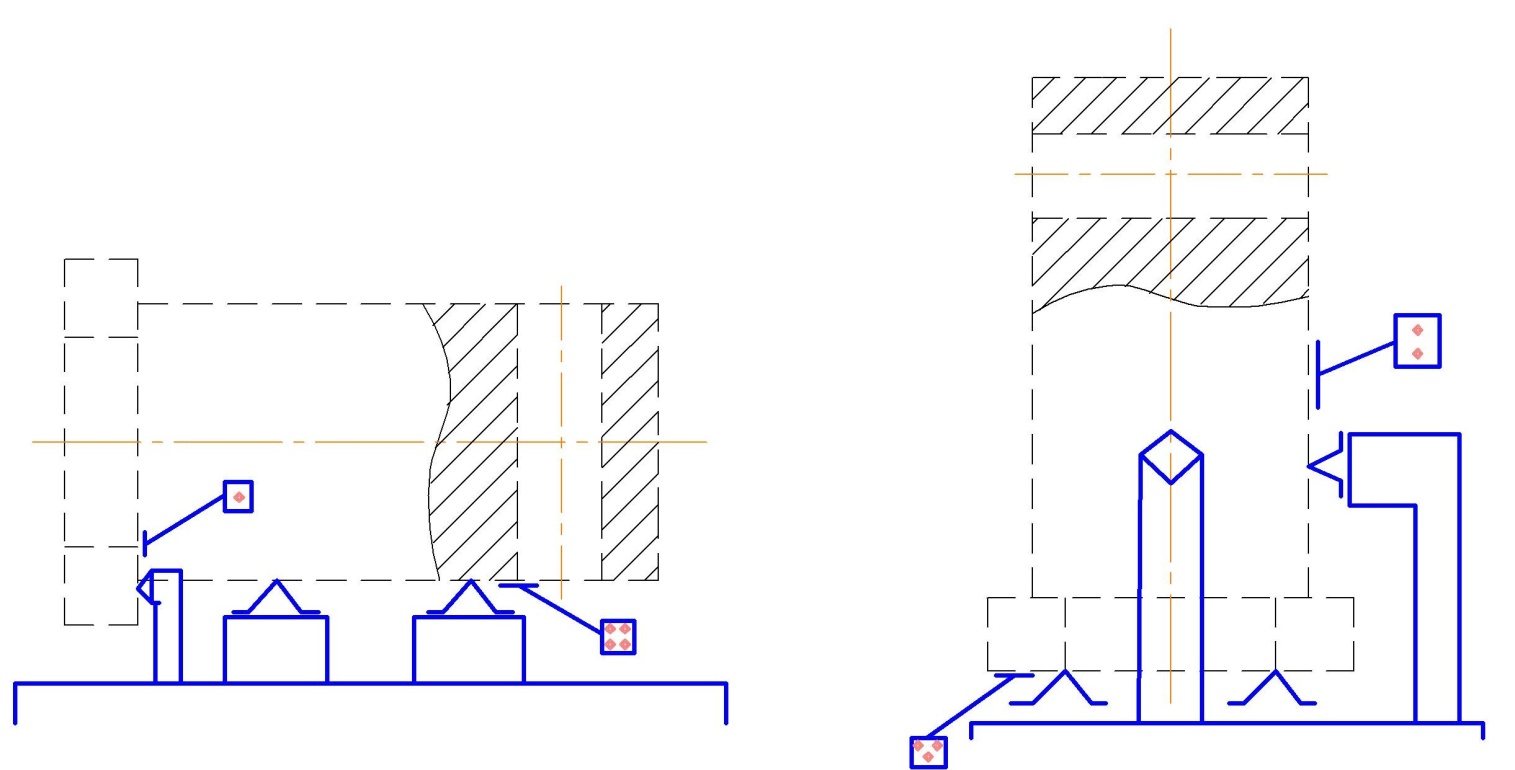
Рис.2.3. Возможные варианты схем установки
Результаты анализа схем установки:
Анализ рассматриваемых вариантов схем установки (см. рис. 2.3) показывает, что они неравнозначны, так как первая схема (а) обеспечивает более точное положение обрабатываемой поверхности по отношению к внутренней поверхности (допуски симметричности, параллельности и др. обрабатываемой поверхности по отношению к базе – поверхности отверстия) , а вторая (б) – по отношению к торцевой (допуски торцевого биения, перпендикулярности и др. обрабатываемой поверхности по отношению к базе – торцевой поверхности Зг).
Стадия 2. Результаты разработки схемы закрепления. На этой стадии осуществляется переход от теоретической схемы закрепления к схеме зажимного (ЗУ) устройства в СП (на уровне принципиальных решений).
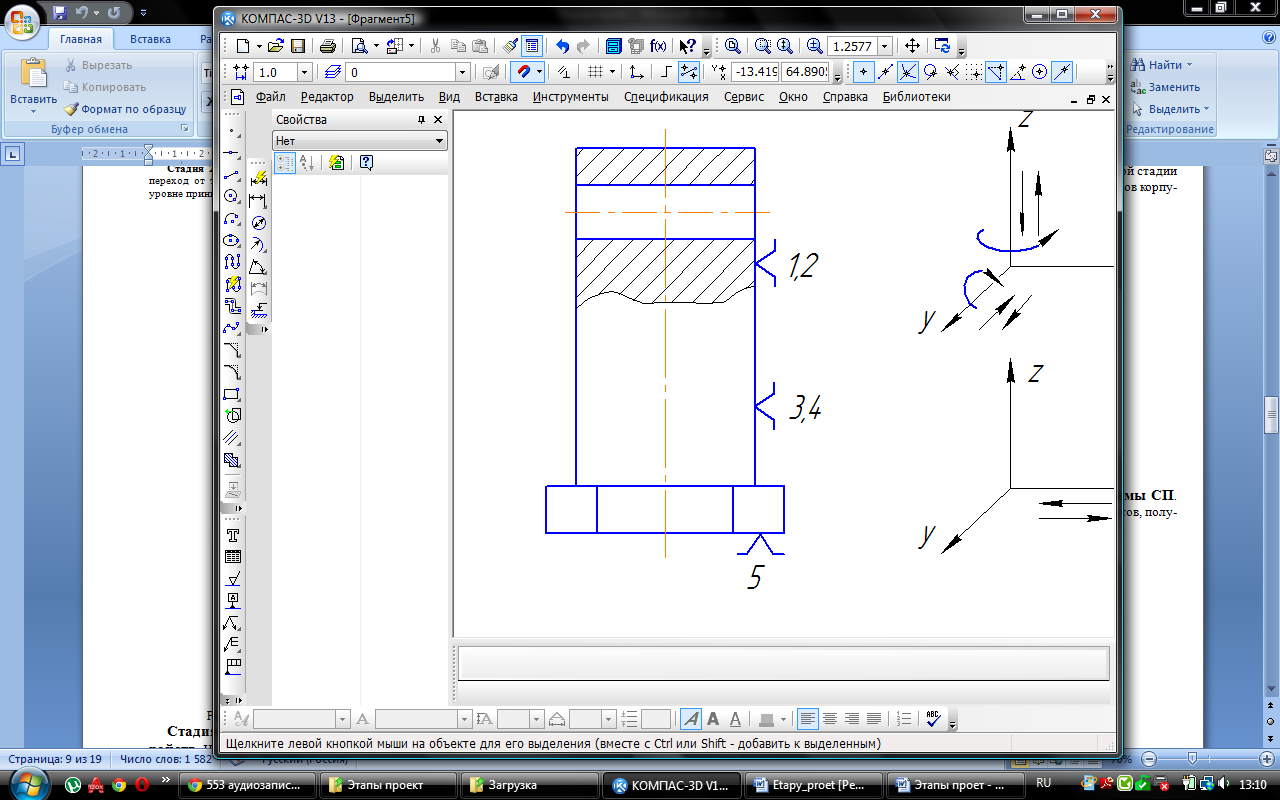
Рис.2.4. Теоретическая схема закрепления
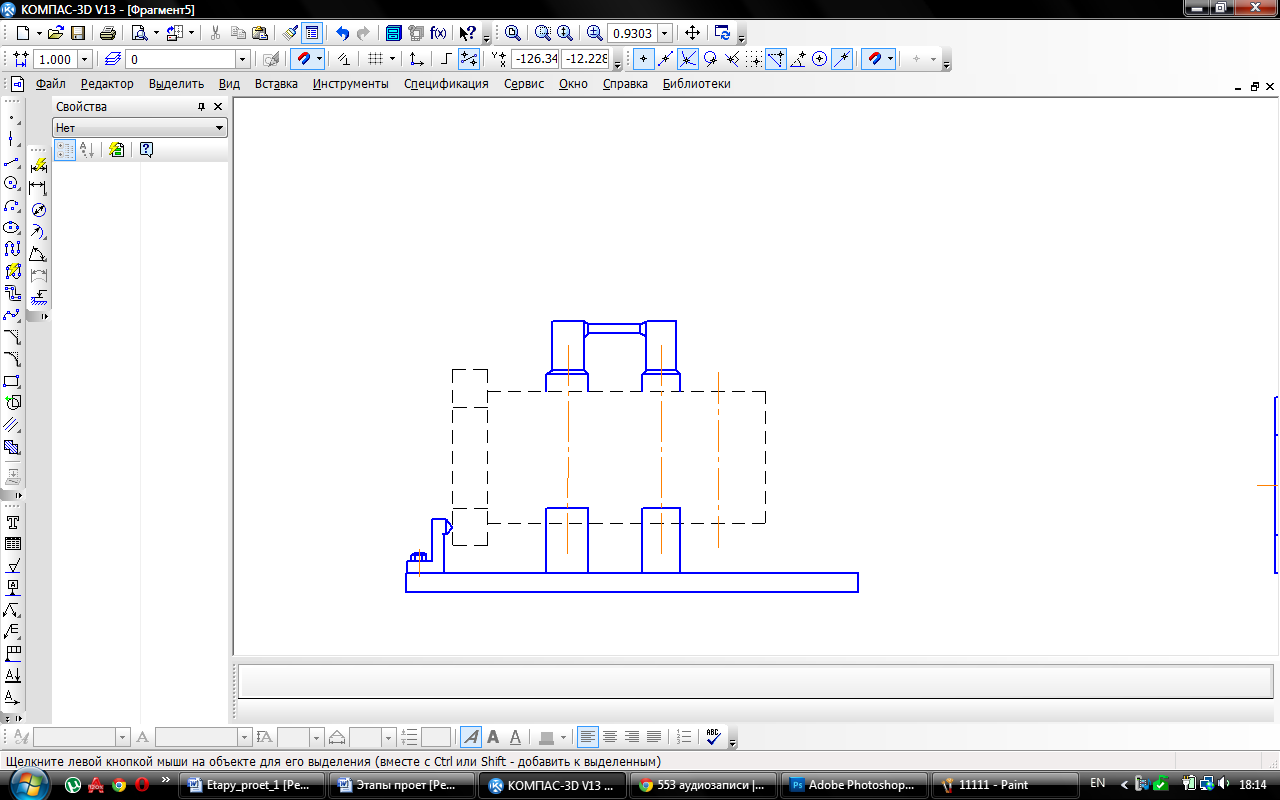
Рис.2.5. Результаты разработки схема закрепления заготовки в СП