

Технология получения отливки:
1. Изготовление модели и соединение их блоки (модели из пластичных материалов из воска, модельных составов ПС – 50% парафин, 50% стеарин);
2. Нанесение суспензии (опускание моделей в ванну с суспензией);
3. Обсыпка песком (осыпают модели песком);
4. Удаление моделей (вплавление модели горячей водой или паром);
5. Укрепление модели. устанавливают модель в контейнер и засыпают огнеупорным песком, далее прокаливают модель в печи нагревая до t = 800 0С.)
6. Заливка расплава (заполнение формы жидким металлом);
7. Охлаждение расплава.
Применение: изготовление отливок сложной формы.
Преимущества:
- возможность получение сложных отливок из трудных для механической обработки металлов, тонкостенные (до 0,3 мм) отливки массой от нескольких граммов до десятков килограммов практически из любых металлов и сплавов.
- экономия 1,5...2 т проката на тонну литья. ↑ КИМ = 0,182 … 0,754.
- низкий расход металла, трудоемкость механической обработки и себестоимость деталей на 22...80 %;
- высокая точность отливок JT 9…10, Rа = 25...1,25 мкм.
- улучшенные условия труда.
Недостаток: значительная трудоемкость и сложность процесса, а также определенные трудности изготовления крупных отливок.
2.4 Изготовление отливок литьем в постоянные металлические формы (кокили)
Сущность - применяется многократно используемая литейная форма, которая формирует конфигурацию и свойства отливки.
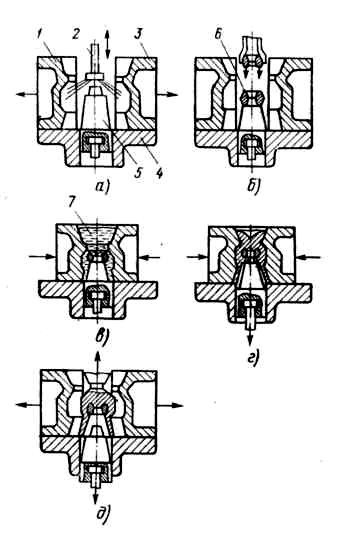
Рисунок 5 Схема изготовления отливки в металлической форме (кокиле): а - очистка полуформ; б - установка стержней; в - заливка расплава; г -частичное удаление металлического стержня; д - извлечение отливки
Технология получения отливки:
Подготовка полуформ. (очистка от грязи, масла, проверка смещений, центрирования и крепления подвижных частей кокилей, нанесение огнеупорного покрытия при t = 150…200 0С.)
Сборка полуформ и установка стержней
Заливка расплава
Предварительное извлечение стержня.
Удаление отливки из полуформ.
Применение: в условиях крупносерийного и массового производств. Отливки получают из чугуна, стали и цветных сплавов с толщиной стенок 3...100 мм и массой от десятков граммов до сотен килограммов.
Преимущества:
- Высока точность отливок JT12... 15, Rа = 25...2,5 мкм;
- стабильные механические свойства и плотность отливок;
- КВ.Г. = 75...90 %;
- уменьшение припусков на мех. обработку в 2…3 раза.
Недостаток: высокая стоимость кокиля, трудность получения тонкостенных отливок, сравнительно небольшое число заливок при изготовлении в нем стальных и чугунных отливок.
2.5 Изготовление отливок литьем под давлением
Сущность - заключается в заполнении металлической формы (пресс-формы) расплавом под действием внешних сил; затвердевание отливки осуществляется под избыточным давлением.
Технология получения отливок
- заливка расплава;
- запрессовка расплава;
- извлечение отливки.
Преимущества позволяют назначать припуски на механическую обработку не более 0,3... 1,0 мм. Часто литьем под давлением получают готовые детали.
Недостатки:
- высокая стоимость пресс-форм;
- возможность переработки ограниченной номенклатуры металлов и сплавов;
- ограниченные размеры и массы отливок.