

15 .Типовая конструкция трансформаторов для кс
Все сварочные трансформаторы контактных машин – двухобмоточные. Основные его конструктивные элементы – магнитопровод, первичная и вторичная обмотки. Вспомогательными элементами конструкции являются крепежные, стяжные и установочные детали, контактные плиты вторичного витка, выводы и отводы от катушек первичной обмотки. В качестве примера на рис.. Рассмотрим первый из них (Трансформатор состоит из магнитопровода броневого типа. Вторичная одновитковая обмотка разбита на отдельные секции , вырезанные из толстолистовой электротехнической меди марки М1 толщиной 10мм. Секции соединены между собой параллельно путем приваривания к контактным плитам. Вторичный виток охлаждается водой, проходящей по трубкам, припаянным по наружному периметру каждой секции. Катушки первичной обмотки – дисковые, изготовлены из изолированного обмоточного провода прямоугольного сечения а × б = 3 × 10 марки ПСД.. Между собой катушки соединяются медными перемычками. Катушки охлаждаются путем теплоотдачи секциям вторичного витка. Соединение катушек с переключателем ступеней производится с помощью отводов из гибкого медного провода с прорезиновой изоляцией с напаянными на оба конца наконечниками. Магнитопровод трансформатора набран из пластин электротехнической холоднокатаной стали марки 3413 толщиной 0,5мм. Катушки первичной обмотки вместе с секциями вторичного витка залиты в единый моноблок эпоксидным компаундом.
Рассмотрим второй из серии трансформаторов для многоточечных контактных машин. На рис.5.23 представлена конструкция одного из типа ТК-301, ТК-302, ТК-401, серийно изготовляемых Псковским заводом тяжёлого электросварочного оборудования (см.табл.2). Эти трансформаторы разработаны в соответствии с требованиями международного стандарта качества ИСО-9000 и по показателям технического уровня соответствуют высшей категории качества. Трансформатор броневого типа, магнитопровод которого набран из отдельных витых разрезных О-образных пакетов - 1, изготовленных из холоднокатаной ленточной стали марки 3414 толщиной 0,35 мм с термостойким покрытием ЭТ и магнитной индукцией 1,8 Тл. Размеры окна магнитопровода 53 × 113 мм, ширина ленты 113 мм, толщина намотки 31 мм, суммарное сечение центрального стержня - 7000 мм2, обмотки – дисковые чередующиеся, залитые эпоксидным компаундом в моноблок 2. Изоляция обмоток и компаунда – класса F.
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции - сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.
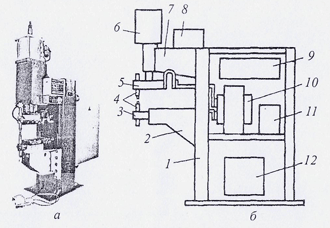
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.