

4.3 Расчет режимов наплавки и мехобработки
4.3.1 Расчет режимов наплавки
Силу наплавочного тока рассчитываем по формуле
Iн = а·Fэп, (12)
где а – плотность тока в электродной проволоке, А/мм2, (а = 60÷140 А/мм2);
Fэп – площадь поперечного сечения электродной проволоки, мм2, которая рассчитывается по формуле
Fэп
=
 ,
(13)
,
(13)
где dэп – диаметр электродной проволоки, мм, (dэп=3 мм).
По расчету
Fэп
=
 мм
мм
Iн = 60·7,065 = 424 А.
Так как наплавку производим на полуавтомате, то рассчитаем скорость подачи электродной проволоки по формуле
 ,
(14)
,
(14)
где αр = 1,1· αн – коэффициент расплавки проволоки;
αн = 14,6 – коэффициент наплавки, г/А·ч;
γ = 7,85 – плотность наплавленного металла, г/см3.
По расчету
 м/ч.
м/ч.
Число накладываемых слоев ориентировочно определяем по формуле
 ,
(15)
,
(15)
где Sм- толщина наплавляемого металла, мм;
Sс- толщина одного слоя, равная (0,8 – 1,2)·dэ, мм.
По расчету
Sс = 0,8·3 = 2,4 мм
 слоя.
слоя.
Принимаем количество наплавляемых слоев 2.
4.3.2 Расчет режимов мехобработки
После наплавки изношенных поверхностей корпус обрабатывается на фрезерном станке.
Скорость резания фрезы V, об./мин., определяется по формуле
 ,
(16)
,
(16)
где D = 30 мм – диаметр фрезы;
n = 110 об./мин. – частота вращения шпинделя, об./мин.
По расчету
 об./мин.
об./мин.
Подача на один оборот фрезы S0, мм, определяется по формуле
S0 = Sz·z, (17)
где Sz = 0,02 мм – расстояние, проходимое зубом за один оборот фрезы;
z = 7 – количество зубьев фрезы.
По расчету
S0 = 0,02·7 = 0,14 мм.
Минутная подача Sм, мм/мин., определяется по формуле
Sм = S0 ·n. (18)
По расчету
Sм = 0,14·110 = 15,4 мм/мин.
Глубину резания фрезы принимаем 1 мм.
4.4. Расчет расхода материалов
Дефект 1
Износ места запорного механизма (рисунок 5).

Рисунок 5 - Объем наплавленного металла при устранении дефекта 1
Объем наплавленного металла
Vн = 0,4·17·6,6 = 44,9 см3.
Вес наплавленного металла
 .
.
Расход электродной проволоки
Gэп = 352,5·1,25 = 440,6г.
Принимаем расход электродной проволоки 441г.
Дефект 2
Износ места опирания маятниковой подвески на центрирующую балочку определим как объем параллелепипеда (рисунок 6).
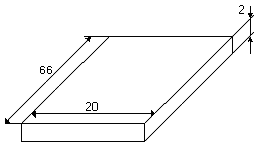
Рисунок 6 - Объем наплавленного металла при устранении дефекта 1
Объем наплавленного металла
Vн = 0,2·2·6,6 = 2,64 см3.
Вес наплавленного металла
 .
.
Расход электродной проволоки
Gэп = 20,7·1,25 = 25,9г.
Принимаем расход электродной проволоки 26г.
Дефект 3
Износ места опирания (рисунок 7).

Рисунок 7 - Объем наплавленного металла при устранении дефекта 1
Объем наплавленного металла
Vн = 0,4·17·4 = 27,2 см3.
Вес наплавленного металла
 .
.
Расход электродной проволоки
Gэп = 213,5·1,25 = 266,9г.
Принимаем расход электродной проволоки 267г.