

Тема 4. Сварные соединения.
Сварное соединение - неразъемное. Сварное соединение образуется путем сваривания материалов деталей в зоне стыка и не требует никаких вспомогательных элементов.
Сварные соединения являются наиболее распространенными и совершенными из неразъемных соединений, так как лучше других обеспечивают условия равно прочности, снижения массы и стоимости конструкции. Замена клепаных конструкций сварными уменьшает их массу до 25%, а замена литых конструкций сварными уменьшает расход металла на 30% и более. Трудоемкость сварных конструкций значительно меньше клепаных, а возможности механизации и автоматизации технологического процесса значительно больше. Сварка позволяет соединять детали сложной формы, обеспечивает сравнительно бесшумный технологический процесс и герметичность соединений. В настоящее время сваривают детали, изготовленные из черных, многих цветных металлов, а также из пластмасс. Свариваемость материалов характеризуется их склонностью к образованию трещин при сварке и механическими свойствами соединения. Хорошей свариваемостью обладают низкоуглеродистые стали и чугуны.
Недостатки сварных соединений: недостаточная надежность при ударных и вибрационных нагрузках, коробление деталей в процессе сварки, концентрация напряжений и сложность проверки качества соединений. Из всех видов сварки наиболее широко распространена электрическая.
Различают два основных вида электросварки: дуговую и контактную.
Электродуговая сварка основана на использовании теплоты электрической дуги для расплавления металла. Различают три разновидности дуговой сварки:
1. Автоматическая сварка под флюсом. Применяется в крупносерийном и массовом производстве для конструкций с длинными швами.
2. Полуавтоматическая сварка под флюсом. Применяется для конструкций с короткими прерывистыми швами.
3. Ручная сварка. Применяется в тех случаях, когда другие виды нерациональны. Этот вид малопроизводителен. Для этого вида сварки применяют электроды с различной флюсовой обмазкой. При ручной сварке образование шва достигается в основном за счет металла электрода.
При автоматической сварке шов формируется в значительной степени за счет расплавленного основного металла, что не только сокращает время, но и значи- тельно снижает расход электродного материала.
Контактная сварка основана на использовании повышенного сопротивления в стыке деталей и осуществляется несколькими способами:
1.Стыковая контактная сварка – через детали в месте стыка пропускается ток в несколько тысяч ампер, металл в этой зоне разогревается, затем ток выключают, а разогретые детали сдавливают с некоторой силой, происходит сварка металлов по всей поверхности стыка.
2.Точечная контактная сварка- соединение происходит не по всей поверхности стыка, а лишь в отдельных точках, к которым подводят электроды сварочной машины.
Виды сварных швов: стыковой (С); тавровый (Т); угловой (У); нахлесточный (Н). Нахлесточный по расположению подразделяется на лобовой, фланговый и комбинированный.
Геометрические параметры сварного шва
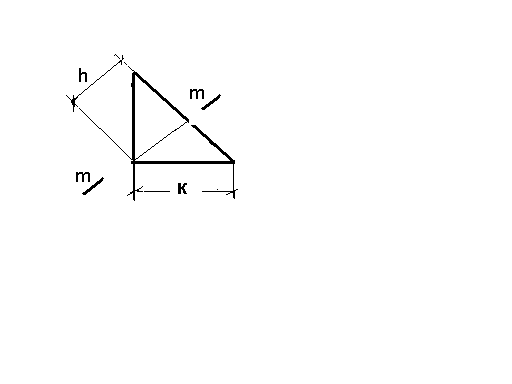
Катет k и высота h
для нормального шва: h = k sin 450 0,7k
По условиям технологии принимают k = , где - толщина свариваемого листа.
( m - m ) - опасное сечение, в котором происходит разрушение шва при
нагрузках, превышающих допускаемые.
L – длина шва
S = L*h - площадь опасного сечения
При нагружении изгибающим моментом и силой прочность соединения определяют по формулам:
Для стыкового шва: σ = 6M/(δL²) + F/(δL) ≤ [σ΄]
Для угловых швов: τ = 6M/(2L²0,7k) + F(2L 0,7k) ≤ [τ΄]