

2. Обробка основних вузлів виробів з плівкових матеріалів
Обробка кишень та отворів для рук
Для підвищення міцності кишень або отворів для рук використовують укріплюючу смужку із спеціальних матеріалів. З’єднання виконують зварюванням за допомогою накладного шва.
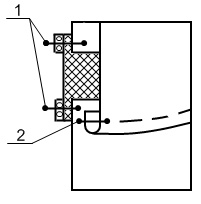
1) КТР-1 – обробка отвору для рук з використанням оздоблюючого клапана:
1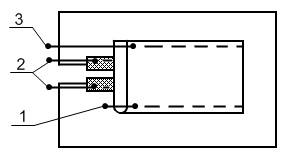 – закріплення краю клапана оздоблюючою
строчкою;
– закріплення краю клапана оздоблюючою
строчкою;
2 – з’єднання зварюванням смужки з пілочкою по нижньому та верхньому краю отвора;
3 – з’єднання зварюванням клапана з пілочкою накладним швом.
2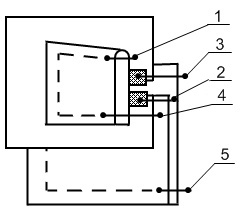 )
КТР-2 – обробка кишені з листочкою:
)
КТР-2 – обробка кишені з листочкою:
1 – закріплення верхнього краю листочки оздоблюючою строчкою;
2 – з’єднання зварюванням смужки з пілочкою та верхньою частиною підкладки;
3 – з’єднання зварюванням смужки з пілочкою та нижньою частиною підкладки;
4 – з’єднання зварюванням листочки з пілочкою;
5 – з’єднання частин підкладки кишені.
3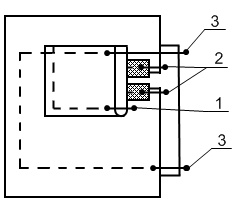 )
КТР-3 – обробка кишені з клапаном з
імітацією накладної кишені:
)
КТР-3 – обробка кишені з клапаном з
імітацією накладної кишені:
1 – закріплення країв клапана оздоблюючою строчкою;
2 – з’єднання зварюванням смужки з пілочкою по нижньому та верхньому краях отвору;
3 – з’єднання зварюванням клапана та додаткової деталі з пілочкою.
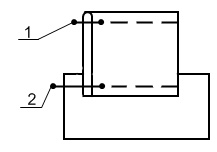
Обробка кокетки та з’єднання її з пілочкою
1) КТР-1 – обробка кокетки та з’єднання її з пілочкою, яка складається з однієї частини:
1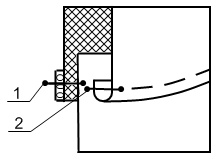 – зварювання нижньої частини кокетки
з пілочкою з прокладанням плівки (для
більшої міцності);
– зварювання нижньої частини кокетки
з пілочкою з прокладанням плівки (для
більшої міцності);
2 – закріплення зварюванням краю відлітної кокетки швом у підгин з відкритим зрізом;
2) КТР-2 – обробка кокетки та з’єднання її з пілочкою, яка складається з двох частин:
1 – з’єднання зварюванням нижньої частини кокетки з верхньою частиною та нижньою частинами пілочки з прокладанням плівок;
2 – закріплення зварюванням краю відлітної кокетки швом у підгин з відкритим зрізом.
Обробка шлиці на спинці
При обробці шлиці передбачаються припуски, суцільновикроєні з частинами спинки. Крім цього використовуються спеціальні прокладки для запобігання шлиці від розриву в процесі експлуатації.
1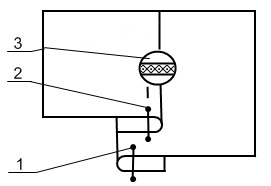 ,
2 – закріплення зварюванням зовнішніх
країв шлиці;
,
2 – закріплення зварюванням зовнішніх
країв шлиці;
3 – прокладання прокладки в кінці шлиці.
Обробка краю борта та комірів
Ці вузли найбільш трудомісткі, тому що обробка забезпечує не тільки міцність та стійкість вузла, а також його оздоблення.
Можливі різні варіанти обробки вузлів, але у всіх випадках підборт суцільновикроєний з пілочкою. По борту для закріплення гудзиків проварюють отвори (розміри яких менші від основи гудзика) та в них вставляють стійку гудзика. Міцність петель збільшується за рахунок застосування спеціальної прокладки типу армованої плівки. Для того, щоб частково зняти напруження на ділянці петель виконують петлі з двома вічками.
Прокладку використовують не тільки для петель, а й при обробці краю борта з потайною застібкою.
1) КТР-1 – обробка краю борта і петлі:
1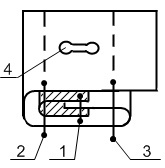 – з’єднання
прокладки з підбортом зварюванням;
– з’єднання
прокладки з підбортом зварюванням;
2,3 – закріплення припусків та згину краю борта оздоблюючи ми строчками;
4 – проварювання петель;
2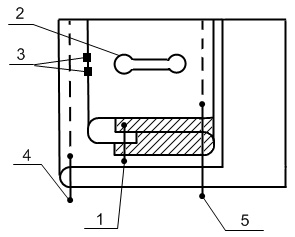 )
КТР-2 – обробка потайної застібки:
)
КТР-2 – обробка потайної застібки:
1 – з’єднання прокладки з підбортом зварюванням;
2 – проварювання петель;
3 – закріплення ділянки між петлями зварюванням;
4 – закріплення зварюванням краю борта оздоблюючою строчкою;
5 – закріплення зварюванням внутрішнього краю борта та потайної планки оздоблюючою строчкою.
Так як коміри простої конструкції, то краї відльоту і кінців коміра з’єднують однією лінією зварювання з одночасним обрізанням країв.
При виготовленні коміра з двох шарів плівки доцільно спочатку з’єднати його з горловиною, а потім закріпити комір по кінцям і відльоту строчкою.
1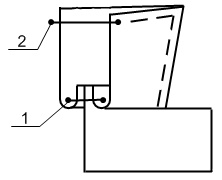 )
КТР-1 – обробка коміра та з’єднання
його з горловиною в моделях, де комір
з двох частин:
)
КТР-1 – обробка коміра та з’єднання
його з горловиною в моделях, де комір
з двох частин:
2) КТР-2 – у випадку, коли комір з однієї частини, то його з’єднують з горловиною швом типу накладного:
1 – закріплення зварюванням відльоту коміра;
2 – з’єднання зварюванням коміра з горловиною.
З’єднання рукава з проймою
Не залежно від конструкції виконують з’єднання у відкриту пройму, при цьому бічний зріз і зріз рукава з’єднують одночасно. Низ рукава та низ виробу обробляють швом у підгин з відкритим зрізом або проварюванням зрізу.